需要的热量
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第64页(772字)
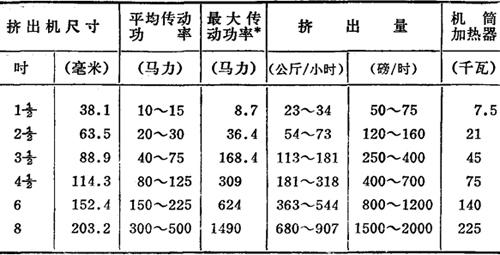
(一)挤出机料筒加热器
3.85~7瓦/厘米2(25~45瓦/吋2)(见表3-7)
表3-7
(二)片材及平膜模头
4.65~6.2瓦/厘米2(30~40瓦/吋2)
(三)料筒的加热
对于熔体环的稳定状态条件(例如,柱塞式注塑机分流芯,吹胀挤出机机头的近似条件)由福瑞尔(Fourier)定律可得:

式中:
QH=单位时间的热流量
k=塑料的导热系数
t=塑料环的厚度(1)
T1=塑料环的外表面温度
T2=塑料环的内表面温度
A=加热料筒的面积
示例 聚乙烯(k=0.0008卡/厘米2/秒/厘米/℃)厚度2毫米,温度差100℃,料筒面积400厘米2
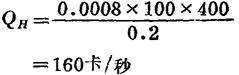
由表1-10,聚乙烯塑化约需热量150卡/克。因此,加热料筒将按下列速度进行塑化:

上一篇:挤出机齿轮箱的传动效率
下一篇:塑料工程手册目录