奥氏体不锈钢焊接工艺
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第541页(2734字)
1.焊前准备
(1)清理杂质 焊前清除焊接区钢材表面的油污、油脂和杂质;表面氧化皮较薄时,可用酸洗清除;氧化皮较厚时,可用钢丝刷、打磨或喷丸等机械方法清理。
(2)设计接头形式 对于不同的板厚,根据不同的焊接方法设计接头的形式和坡口尺寸。奥氏体不锈钢典型的接头形式和坡口尺寸见表2-4-12。为了保证焊接质量,坡口两侧20~30mm范围内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。工件表面不允许有机械损伤。
表2-4-12 奥氏体钢典型接头设计和坡口尺寸


(3)焊接衬垫 由于奥氏体不锈钢焊接时熔池较大,在液态下停留的时间较长,为了保证焊缝的背面成形和防止烧穿,往往需要采用衬垫。垫板材料应与母材相同。在焊接不锈钢管时,采用可熔衬块。第一层必须用钨极惰性气体保护焊施焊。也可直接在坡口钝边上用钨极氩弧焊封底。
(4)焊接材料的选择 根据不同焊件和焊接方法,选择不同焊接材料参见表2-4-11。
(5)点固焊 采用手工电弧焊焊接较大的奥氏体不锈钢件,为了焊前装配、定位和减小变形等需采用点固焊。点固焊焊条与焊接焊条的型号相同,直径稍细一些。点固高度不超过工件板厚的2/3。点固长度和间距见表2-4-13。
表2-4-13 奥氏体不锈钢点固焊的长度及间距

2.焊接工艺
(1)工艺参数 手工电弧焊时,尽量采用小电流、快速焊、窄道焊,焊接电流比低碳钢低20%,以减少晶间腐蚀及热裂纹。手工电弧焊、埋弧焊、手工钨极氩弧焊、钨极自动氩弧焊及熔化极氩弧焊的工艺参数见表2-4-14~表2-4-28。
表2-4-14 奥氏体不锈钢手弧焊对接焊缝的工艺参数


注:表中各种坡口的焊接均为平焊位置。
表2-4-15 奥氏体不锈钢手工电弧焊角焊缝坡口形式及工艺参数
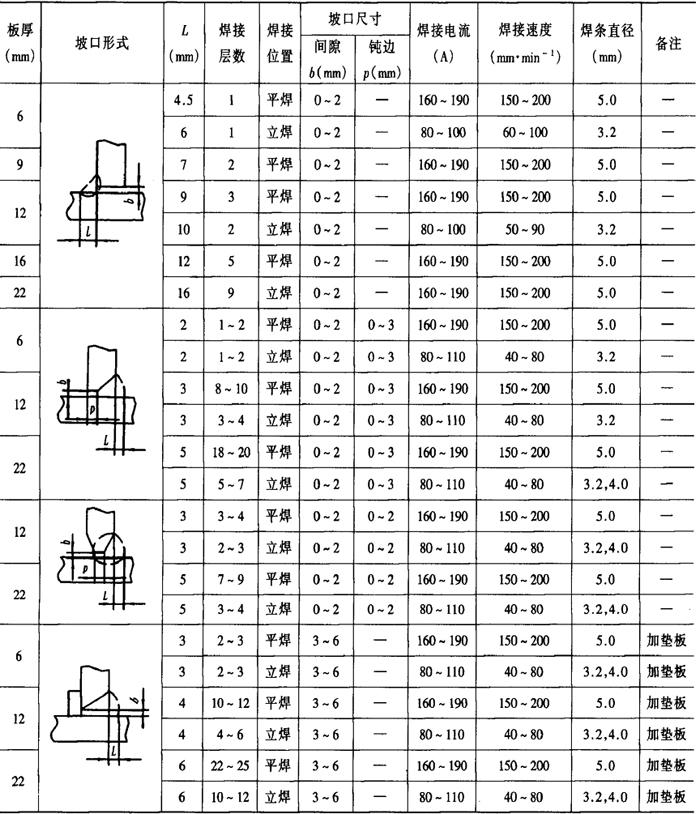
表2-4-16 奥氏体不锈钢埋弧焊的工艺参数


表2-4-17 奥氏体不锈钢手工TIG焊焊接薄板工艺参数

表2-4-18 奥氏体钢钨极氩弧焊(正接)焊接工艺参数


表2-4-19 奥氏体不锈钢对接焊缝熔化极氩弧焊的工艺参数


表2-4-20 钨极自动TIG焊接管子和管板的工艺参数

表2-4-21 脉冲TIG焊焊接管子和管板焊接工艺参数

表2-4-22 脉冲TIG焊薄板对接装配间隙的允许值

表2-4-23 熔化极脉冲氩弧焊短路过渡焊接工艺参数

表2-4-24 熔化极脉冲氩弧焊焊接工艺参数

注:脉冲频率50Hz。
表2-4-25 角焊缝熔化极脉冲氩弧焊工艺参数

注:脉冲频率50Hz,焊丝0Cr18Ni9Ti。
表2-4-26 熔化极脉冲氩弧焊单面焊双面成形焊接工艺参数

表2-4-27 奥氏体不锈钢自动微束等离子弧焊焊接工艺参数

表2-4-28 奥氏体不锈钢手工微束等离子弧焊焊接工艺参数

(2)焊后热处理 为进一步改善耐腐蚀性能或消除应力,奥氏体不锈钢焊后热处理主要有:焊后消除应力处理、固溶处理和稳定化处理。
①消除应力处理 对于18-8钢焊后消除应力处理规范为850~950℃保温后快速冷却;对于稳定化钢为850~900℃保温后空冷。表2-4-29是Cr-Ni奥氏体不锈钢加工或焊后消除应力热处理的参考规范。
表2-4-29 常用Cr-Ni奥氏体不锈钢加工或焊后消除应力热处理方法的参考规范

注:A-完全退火,1065~1120℃缓冷;B-退火,850~900℃缓冷;C-固溶处理,1065~1120℃水冷或急冷;D-消除应力热处理,850~900℃空冷或急冷;E-稳定化处理,850~900℃空冷;F-尺寸稳定热处理,500~600℃;
(a)建议选用最适于进行焊后或加工后热处理的含Ti、Nb的钢种或超低碳不锈钢;(b)多数部件不必进行热处理,但在加工过程中,不锈钢受敏化的条件下,必须进行热处理时,才进行此种处理;(c)加工完后,在进行C规范处理的前提下,也能够用A、B或D规范进行处理。
②固溶处理 将工件加热到1000~1180℃范围内的某一温度,然后快速冷却,必要时要用水淬,使晶界上的Cr23C6溶入晶粒内部,形成均匀的奥氏体组织。
③稳定化处理 在850~930℃保温后空冷,即稳定化处理。是对于含Ti或Nb这类奥氏体钢特有的一种热处理。经过稳定化处理,晶界上的Cr23C6溶入晶粒内部,此时碳被稳定住,不再析出Cr23C6敏化。