球墨铸铁焊接工艺
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第576页(1762字)
焊接球铁常用的焊接方法是电弧焊和气焊。
1.手工电弧焊
球墨铸铁手工电弧焊也分为冷焊和热焊。冷焊时采用镍铁焊条和高钒焊条。当焊缝成分是球墨铸铁时,多采用热焊。
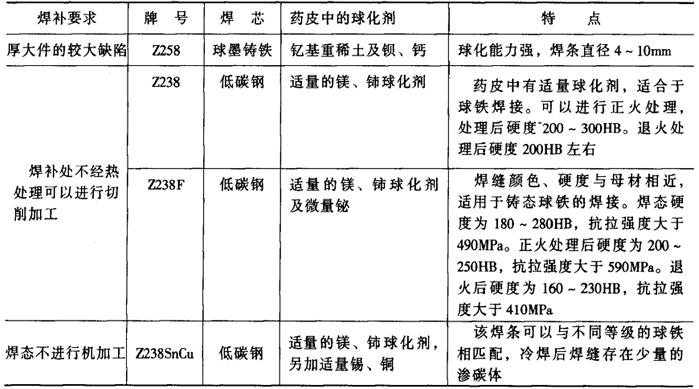
球铁手工电弧焊的同质焊条分为二类:一类是球墨铸铁芯外涂球化剂和石墨化剂药皮,通过焊芯和药皮共同作用,使焊缝中石墨球化,如Z258焊条;另一类是低碳钢芯外涂球化剂和石墨化剂药皮,通过药皮使焊缝中石墨球化,如Z238焊条。常用球墨铸铁焊条牌号及特点见表2-5-15。此外还可以用低碳钢焊条、钢芯高钒焊条(Z116、Z117)、铜铁焊条(Z607)和镍铁焊条(Z408)等。
表2-5-15 球铁焊条的选用及特点
(1)同质焊缝手工电弧焊工艺要点:
①焊前准备 清理缺陷,开坡口,小缺陷应扩大到Φ30mm~40mm,深8mm以上。
②施焊 采用大电流、连续焊,焊接电流约为I=(36~60)d,d为焊条直径。中等缺陷应连续填满,以保证焊补区有较大热输入。对于较大缺陷可采用分区、分段填满再向前推移,保证焊补区有较大的焊接热输入。对于大刚度部位缺陷,焊前预热200~400℃或采取加热减应区。
③焊后处理 焊后缓冷防止裂纹,根据对基体组织的要求,可进行正火或退火处理。如需要焊态加工,焊后应立即用气体火焰加热焊补区至红热状态,并保持3~5min。
(2)异质焊缝手工电弧冷焊工艺要点 焊接材料主要采用Z408、Z116、Z117以及球Z408等焊条。采用镍铁焊条焊后能进行切削加工。采用高钒焊条,焊缝抗拉强度558MPa,伸长率28%~36%,焊缝硬度HB<250。高钒焊条冷焊后,半熔化区白口较宽,接头加工性较差,主要用于非加工面焊补。焊后退火可降低接头硬度,改善加工性能。Z438焊条是在Z408基础上,加入了适量的稀土、镁和元素铋,调整了碳、硅、锰的含量,使石墨球化,并消除了晶间石墨和共晶相。焊缝金属的强度、塑性和抗裂性均得到一定的提高,具有良好的加工性能。焊补工艺与灰口铸铁冷焊工艺基本相同。
2.气焊
气焊加热和冷却过程较缓慢均匀,对球化有利,气焊火焰温度低,可减少球化剂的蒸发,有利于焊缝球化;同时对石墨化有利,气焊火焰热量不集中,焊补区加热及冷却速度比较缓慢,有利于接头的石墨化,可减小白口及马氏体形成倾向。此外,气焊方法比较灵活,焊前可用气体火焰清理油污,局部预热工件及后热,使接头缓冷等。
但是,气焊也存在一些缺点:连续施焊时间不能超过15~20min,否则会由于熔池存在时间长,钇及镁的蒸发氧化量增大,焊缝中球化剂不足,使焊缝中出现片状石墨,降低接头力学性能。故球铁气焊主要应用于薄壁件的焊补;焊补时间长,效率低,工件变形大,不适于焊补已加工过的球铁铸件缺陷。常用的气焊焊丝牌号RZCQ-1,RZCQ-2及HS402。
球铁气焊工艺与灰口铸铁气焊基本相同,采用中性焰或弱碳化焰。对于中、小型球铁件采用不预热工艺焊补,必须采用球化能力和石墨化能力较强的焊丝,注意焊接操作和焊后保温,才能获得较好的接头质量。对于厚大件及刚度大的缺陷焊补时,焊前必须进行500~700℃高温预热,焊后保温缓冷,才能有效防止接头产生白口、淬硬组织和焊接裂纹。
采用钇基重稀土焊丝气焊球墨铸铁时,焊接接头无白口及马氏体组织,焊后可以加工,焊缝颜色与母材一致,焊接接头性能达到QT60-2球墨铸铁性能,经过适当退火处理后可达QT40-10球墨铸铁性能。