三辊压光机
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第188页(1371字)
从扁平机头挤出的板坯的温度较高,由三辊压光机压光并逐渐冷却;同时还起一定的牵引作用,调整板坯各点速度一致,保证板材的平直,见图9-16。
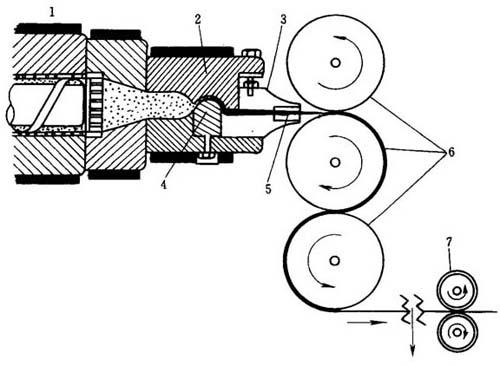
图9-16 板、片机头与三辊压光机的工作原理
1-挤出机 2-模头 3-调节上部模颌 4-调节扼流装置或阻流棒 5-模头成型段 6-水冷却镀铬辊 7-覆盖橡胶的牵引辊
由图9-16可知,三辊压光机是由三只反向旋转的辊筒组成,辊筒的间隙应与板材的厚度相适应。冷却后的厚板被切成一定的长度,而薄的片材而绕成卷。三辊压光机由三个直径为200~300mm加热的圆柱形辊筒组成。三只辊筒排列成45°。辊筒是空心的,可通入加热与冷却介质。三辊的油加热温度为25~250℃,辊温温差在3℃左右,辊筒的长度应比机头的宽度稍长。辊筒表面镀铬,粗糙度在Ra0.01μm以下。辊筒直径不能小于200mm,一般也不大于300mm。
三只辊筒的安装偏心不得超过0.025mm,中辊位置固定,辊距靠移动上辊和下辊位置调节,三辊压光机的调节机构见图9-17。调节方法有手动和气动两种。定型的辊筒有一定的中高度。
由图9-17可知:辊筒与辊筒的层迭组成三辊压光装置。如图9-17所示的这种排列的优点之一是保持辊距。固定装置给出了精确的辊筒调节范围,因为斜度为1:10,所以调节丝杆移动0.25mm,则辊筒间隙变化为0.025mm。沉重的辊筒压力影响了固定,抵消了保持辊筒闭合力。如果固定的表面被保持无外来杂质,则辊筒的间隙将小于0.025mm。
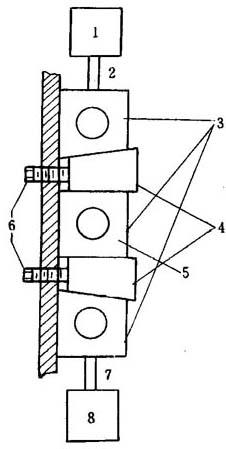
图9-17 三辊压光机的调节机构示意图
1-夹紧辊的上部辊筒 2-移动块 3-轴承轴颈 4-楔块 5-固定块 6-调节螺钉 7-移动块 8-夹紧辊的下部辊筒
三辊压光机辊筒排列的方式有多种,如图9-18。
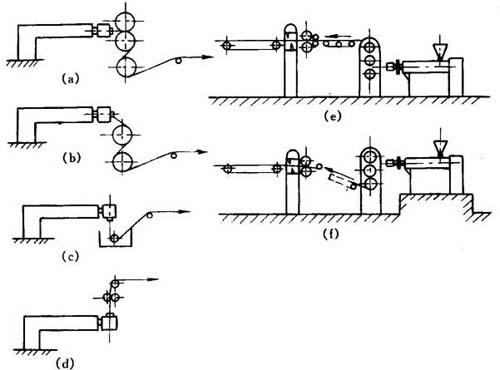
图9-18 三辊压光机辊筒常用排列方式与工作状态
应当注意,三辊压光机不是压延机,其结构没有压延机牢固。板材厚度定型主要靠机头,决不能靠压光机将板坯压成薄的板材,对板坯只能有轻微的压薄作用,否则,辊筒会变形损坏。
三辊压光机与机头的距离应尽可能地靠近,一般为50~100mm;若距离太大,板坯易下垂发皱,光洁度不好,同时易散热冷却。
压光机的三个辊筒间一般采用链传动、齿轮传动或蜗轮传动,使各辊的速度保持同步。辊筒的表面线速度应能在较大的范围内调节,最大的表面线速度为2~8m/min。辊筒的牵引速度必须控制到与挤出量相适应,例如,对压光较厚的板坯,牵引的线速度比挤出的线速度快10%~25%,对于压光薄片就不一样,牵引速度则比压光厚的板坯要快得多。