机头
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第206页(783字)
图10-2是无分流梭棒材机头的结构图。由于这种棒材机头没有芯棒,没有分流器,所以,机头阻力较小。为了获得密实的实心棒材,必须增加机头压力,使物料进入冷却定径模处的压力在12MPa左右。
由图10-2可知,这种棒材机头设计时的要点如下:①机头平直部分直径较小,使这部分具有阻流阀的作用,增加机头压力,以获得坚实的实心棒材。一般平直部分的直径约为16~25mm,并随棒材直径的增大而增大。平直部分的长度一般为直径的4~10倍,直径大的棒材取小值。②机头进口处的收缩角为30°~60°左右,收缩部分的长度约为50~100mm。③机头出口处的扩张角为45°,以便于塑料棒中心区快速补料。扩张角不能过大,否则会产生死角。出口处的直径约等于定径模的内径,尺寸公差为±0.1mm。④机头内表面应该光滑无死角。

图10-2 无分流梭棒材机头的结构示意图
1-口模 2-与冷却模连接螺钉 3-机头扩大部分 4-机头收缩部分 5-温度计插孔 6一与机头连接螺钉 7-机头法兰 8-机筒法兰 9-过滤板 10-料筒 11-螺杆
图10-3有分流梭棒材机头的结构图。这种机头的特点是:在流道中心设有一个分流梭2,其作用在于减少流道内部容积,并增大塑料熔体的受热面积,有利于停车后重新开车时缩短加热时间,可防止熔料降解。平直部分的口模应光滑,并有一定的长度,有利于棒材外观质量的提高。
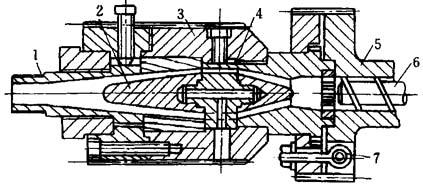
图10-3 有分流梭棒材机头的结构图
1-口模 2-分流梭 3-模体 4-支架 5挤出机 6-螺杆 7-多孔板
上一篇:PA(尼龙)单丝的生产
下一篇:塑料挤出制品生产工艺手册目录