冷却定型装置
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第239页(2581字)
在整个挤出生产线中,挤出机的效率一般是较高的,而定型与冷却已成为提高产量的制约性因素。现在用户对异型材尺寸公差的要求越来越苛刻,因此,提高尺寸精度已成为当前异型材生产中的主要课题。
简单的、小规格的异型材及SPVC异型材的定型,只要用简单的导板就行了;对于形状复杂、规格较大的异型材,可以采用以下几种方法。
(一)多板式定型装置
这是一种简单的定型方式,如图12-7所示。

图12-7 多板式逐级定型装置
1、2-机头 3-异型管材 4-定型模板组
由图12-7可知,将一块或数块定型板排列在水槽中逐级定型,即挤出物从一排顺次缩小的定型孔中通过而定型。最后一块定型板中定型孔的尺寸要比制品大2%~3%。定型板用3~5mm厚的黄铜板、青铜板或铝板做成。
(二)滑动式定型装置
这种定型方式适用于开放式异型材定型,有以下三种方式。
1.上、下对合滑移式定型装置
半圆形RPVC异型材滑动定型装置结构如图12-8所示。简单滑动式定型模是形状与制品一样的扁平金属模。为了加强接触,使金属模对制品稍加压力。

图12-8 半圆形RPVC异型材的滑动定型装置
1-自模具挤出的制品 2-冷却成型的下模 3-冷却成型的上模 4-下模冷却水管 5-上模冷却水管 6-下模冷却水排出管
2.波纹板滑移式定型装置
在制造瓦楞板时,先用管材机头挤出管状物,再沿挤出方向将管剖开,并展开平板(或用平缝模直接挤出板材)经波纹型压辊压成粗波纹(见图12-9),接着通过如图12-9所示的滑移式定型模,冷却定型为所要求的波纹板。
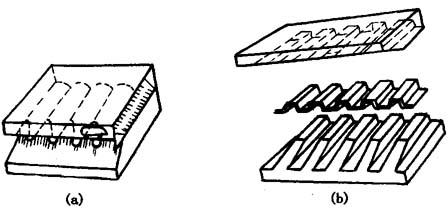
图12-9 波纹板滑移式定型装置
(a)定型 (b)分解形式
3.折弯型材滑移式定型装置
如图12-10所示,将从平缝模挤出的板材,在滑移式定型模中折弯成所需要的异型材截面形状,并冷却定型。此法能用形状简单的模具,制造出极复杂的大型异型材。

图12-10 折弯式异型材滑移式定型装置
1-平缝模 2-挤出机 3-定型模 4-冷却
(三)加压式定型装置
如图12-11和图12-12是两种开放式异型材的定型装置。
由图12-11和图12-12可知:这两种异型材都是用空气冷却的。由于这些异型材较薄,因此,必须要有支撑机构。

图12-11 小型开放式异型材定型装置

图12-12 另一种开放式异型材定型装置
(四)真空式定型装置
当异型材尺寸要精确时,必须使用真空定型装置。图12-13是槽式异型材真空定型装置。图12-14是簪型异型材真空定型装置。

图12-13 槽式异型材真空定型装置
1-真空循环线 2-水循环线 3-真空槽 4-真空口 5-充润滑油 6-润滑油入口 7-挤出润滑油出口
在图12-13中,圆桶形部位被吸附在真空定型套的内表面;“T”部位仍靠挤压力将塑料熔体挤入,经冷却定型,由于该部位的摩擦较大,因此,在定型段可注入一定量的润滑剂。在图12-14中,异型材的四周都有真空孔,以吸附塑料熔体。

图12-14 簪型异型材真空定型装置
1-挤出物 2-真空连接点 3-真空循环线 4-水循环线 5-真空槽0.1~0.25mm
(五)其它形式定型装置
1.内芯式定型
这与管材内径定型类似,如方形管用此定型就比较好。此外,开放式异型材也能用芯模式定型,见图12-15。

图12-15 开放式异型材芯模定型装置
(a)双层部件 (b)固定部件 (c)半孔断面 (d)加强筋断面
2.实心异型材定型套
实心异型材几种冷却定型方式见图12-16。

图12-16 实心异型材几种冷却定型方式
1-水进入 2-冷却套冷却水排出 3-挤出物 4-冷却滚轮 5-水循环孔 6-冷却导板
3.辊筒式定型
这是异型材成型的一种变形,如图12-17所示,是以平板制造横向瓦楞板的实例。

图12-17 挤出薄片的贴合制造瓦楞板
对于具体的制品,有时还采用组合定型法。例如,RPVC瓦楞板一般采用辊筒式定型和滑动式定型的组合装置。