顺序脱模机构
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第137页(2308字)
顺序脱模机构又称顺序分型机构。由于塑件与模具结构的需要,首先需将定模型腔板与定模分开一定距离后,再使动模与定模型腔板分开取出塑件。
4.4.5.1 弹簧顺序脱模机构
其结构特点是在定模一侧的两块板之间设置压缩弹簧,开模时弹簧驱动定模型腔板分开一定距离,完成一次脱模或取出浇注系统凝料。限位以后,动、定模分开取出塑件。图4-69为弹簧顺序脱模机构的结构形式。开模时在弹簧7的作用下,模具首先从A面分型,使塑件脱离定模型芯3,实现第一次分型;然后限位板9限位,模具从B面分开,再由动模推杆1将塑件顶出。

图4-69 弹簧顺序脱模机构
1—推杆 2—推板导柱 3—型芯 4—动模型腔板 5—推件板 6—密封垫 7—弹簧 8—圆柱销 9—限位板
图4-70为弹簧-滚珠式顺序脱模机构。开模时,拉杆1在弹簧3及滚珠4的夹持下被锁紧,确保模具进行第一次分型;随后在定距拉杆(图中未标出)的作用下,拉杆1强行脱离滚珠4,模具进行第二次分型。

图4-70 弹簧-滚珠式顺序脱模机构
1—拉杆 2—支座 3—弹簧 4—滚珠 5—盖板
图4-71为弹簧-摆钩式顺序分型机构。开模时,摆钩2在弹簧4的作用下钩住拉杆1,因此确保模具进行第一次分型;随后在定距拉杆(图中未标出)的作用下,拉杆1强行脱离摆钩2,模具进行第二次分型。

图4-71 弹簧-摆钩式顺序分型机构
1—拉杆 2—摆钩 3—支座 4—弹簧
4.4.5.2 拉钩顺序脱模机构
(1)拉钩压板式如图4-72所示。由于拉钩4的连接作用,开模时首先由A面分型使塑件脱离定模型芯,随后压板2迫使拉钩4转动并与动模支撑板5脱钩,同时限位钉1起限位作用,模具从B面分型,由推管6将塑件脱出模外。

图4-72 拉钩压板式顺序脱模机构
1—限位钉 2—压板 3—弹簧 4—拉钩 5—动模支撑板 6—推管
(2)拉钩滚轮式 如图4-73所示。由于拉钩1的连接作用,模具首先由A—A面分型使塑件脱离定模型芯14,随后滚轮迫使拉钩转动并与动模脱钩,同时限位钉13限位,模具由B—B面分开,推件板9将塑件脱出。

图4-73 拉钩滚轮式顺序脱模机构
1—拉钩 2—挡块 3—推杆 4—推杆固定板 5—动模支撑板 6—型芯 7—型芯固定板 8—支架 9—推件板 10—滚轮 11—定模型腔板 12—型芯固定板 13—限位钉 14—定模型芯 15—定模座板 16—压缩弹簧
(3)拉钩定距螺钉式 如图4-74所示。开模时由于摆钩2钩住模板1,因此模板6与模板7首先分型,当定距拉杆3拉动摆钩2使其转动脱开模板1后,由限位螺钉5限位,使主分型面分型。

图4-74 拉钩定距螺钉式顺序脱模机构
1—模板 2—摆钩 3—定距拉杆 4—弹簧 5—限位螺钉 6—模板 7—模板
(4)拉钩滑块式 如图4-75所示。定模型腔板7内置由一对滑块2,由于拉钩1的连接作用,模具首先由A—A面分型,随后压板9将滑块压入模板内脱钩,同时限位钉6限位,模具由B—B面分开,取出塑件。

图4-75 拉钩滑块式顺序脱模机构
1—拉钩 2—滑块 3—滑块限位板 4—弹簧 5—动模板 6—限位钉 7—定模型腔板 8—定模座板 9—压板
4.4.5.3 导柱顺序脱模机构
如图4-76所示。斜导柱抽芯机构设置于定模一侧,定模型腔板4内由弹簧1、销钉2插入导柱3的凹槽起连接作用,开模时模具首先由A—A面分型,达到侧抽芯的目的,侧抽芯完成后,定距螺钉开始起作用,限制型腔板4继续移动,此后开模力迫使销钉2脱出导柱3的凹槽,模具由B—B面分型,最后由推件板5推出塑件。

图4-76 导柱顺序脱模机构
1—弹簧 2—销钉 3—导柱 4—定模型腔板 5—推件板 6—限位导柱 7—定距螺钉
4.4.5.4 摆杆式顺序脱模机构
如图4-77所示。开模时拨杆3拨动摆杆6摆动并顶动垫块5,使模板2与模板7首先分型,随后由于限位螺钉1的限位作用,使主分型面分型,取出塑件。
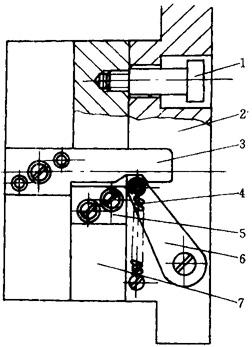
图4-77 摆杆式顺序脱模机构
1—限位螺钉 2—模板 3—拨杆 4—拉簧 5—垫块 6—摆杆 7—模板