设备
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第485页(1666字)
(一)料片成型设备
泡沫拖鞋的鞋底料坯是由配方稍有不同的面层和底层叠合而成的。面层或底层的料片是由捏和后的混合料,在低于发泡剂分解的温度下,经双辊辊压或挤出机而得的。双辊机和挤出机均系通用设备,所以此处不再叙述。
(二)层压机
模压发泡一般都用层压机完成,其结构和形式可参照本章第一节。目前一般使用公称压力为100t(单机双模则在140t以上)的四柱式层压机,基本参数是:工作台面尺寸600×600mm,立柱间距400mm,工作台与动横梁之间的最大间距为1300mm。模压层数系根据工作台与动横梁之间距离而定,通常在15层左右。按压机结构来分的上压式和下压式两种形式均可采用。上压式的压机因油缸设置在底部,重心低,结构较合理;下压式的压机则可采用顶模缸吊挂模具,故操作较方便。
(三)加热与冷却系统
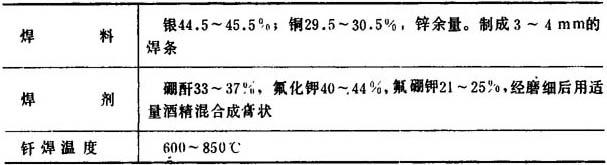
加热方式有蒸汽加热和电加热两种。蒸汽加热具有升温快,可以使温度稳定和关闭蒸汽后就可在热板内通入冷水进行冷却等优点。电加热则因升温与冷却都较慢,且不易保持稳定的温度,故一般都采用蒸汽加热。与各层热板连接的蒸汽管,以不锈钢软管较宜,软管与管接头的焊接可采用下列焊料组分。
表7-2-1 焊料及焊剂配方
(四)发泡炉
发泡炉也称热处理炉是供模压发泡后的底片在常压下进行二次发泡用的,它是由炉体、放片架及蒸汽喷管等组成的。炉体要求有隔热性能较好的装置,其尺寸视生产量而定,一般是1~1.5×1~1.5×2m。放片架为每层间距10×15cm的多层铁架,架上放置钻有排列均匀小孔的不锈钢板。蒸汽喷管是沿炉体内壁下端盘列的,管上每间隔5~10cm开有直径约3mm的喷汽孔。
(五)冲片机及钻孔机
冲片机供冲切片料及泡沫鞋底之用,可选用普通冲床或皮革裁剪机。
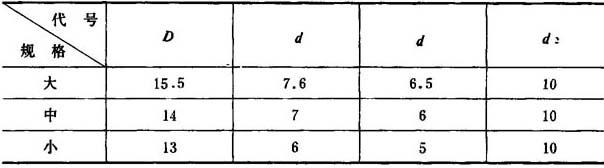
钻孔机为装配帮带在泡沫鞋底打孔之用,可选用普通台式钻床或多头打孔的专用设备。打孔用的铣刀见图7-2-2。
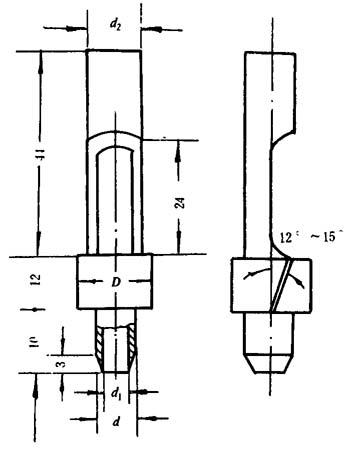
图7-2-2 打孔用铣刀示意图
(六)注塑机
供注塑帮带之用,应选用符合注射量要求的螺杆预塑化注塑机,可参照第五章第一节。
(七)泡沫底片模具
对泡沫底片模具的主要要求:
①因模具承受的内压较大(根据发泡剂用量),故必须有足够的强度和良好的导热性,一般用中碳钢制造。
②合模面封合良好,防止发泡过程中溢料。
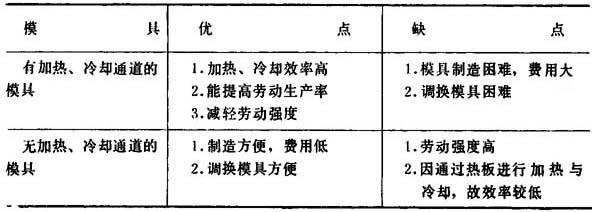
③与压机热板平面接触良好,以免损坏热板和影响加热冷却效果,模具的基本结构分模体内有蒸汽通道和无蒸汽通道的两种,分别见图7-2-3和7-2-4所示,其优缺点见表7-2-2。
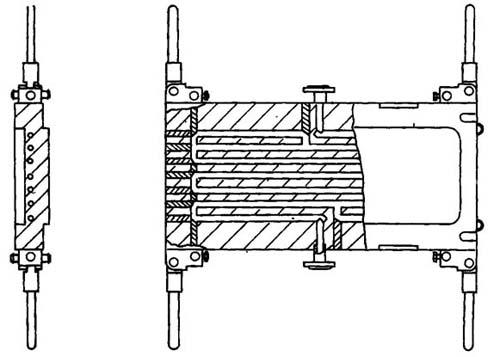
图7-2-3 模体内加热冷却通道
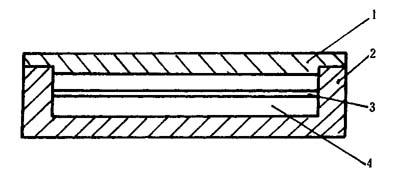
图7-2-4 无加热、冷却通道的模体
1-上模 2-下模 3-隔板 4-物料
表7-2-2 优缺点对比