设备和模具
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第547页(2471字)
搪塑设备简单,一般只要有一烘箱和一些盛器即可。烘箱可以是独立式的,也可以是隧道式的。烘箱的加热方式可采用电热、远红外加热、煤气或煤油加热等多种方式。要求温度可在190℃以下任意调节。带有多个模具的搪塑机也已有较多应用。
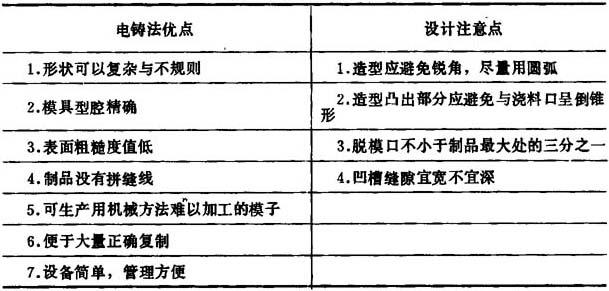
搪塑模具为内表面具有制品外表形状的薄壳中空模具。对搪塑模具的一般要求是精确、表面光洁、质轻及传热均匀等。在某些情况下还要求型腔具有特殊的几何构型和花纹图案。搪塑模具可用机械法和电铸法来制造,但较多用电铸法制模。电铸模设计时要兼顾搪塑机和电铸工艺两方面的工艺要求。电铸模法的优点及设计注意点见表8-3-1。电铸材料有电铸铜和电铸镍两种。电铸镍模力学强度高、耐腐蚀性好,但成本高,使用受限制。电铸铜模力学强度、耐磨性、耐腐蚀性均较差,但成本低,通过电铸后再表面镀镍的方法能弥补铜模的上述缺点。
表8-3-1 电铸模的优点及设计注意点
电铸与电镀相同,都是按同一种电化学原理进行的。电铸时,先将由特定导电材料制成而在外形上与搪塑制品相同的模型(模芯)接在直流电流的负端作为阴极,其次将用作制模的材料(铜或镍)接在电源正端作为阳极。而后浸入电铸溶液中,通电,阴极模芯上就有金属沉积,并且随着电铸时间的增加而逐渐增厚。当达到所需的厚度时,停止通电。电铸金属层在与模芯分离后即成为电铸模。电铸模的制造流程见图8-3-1。
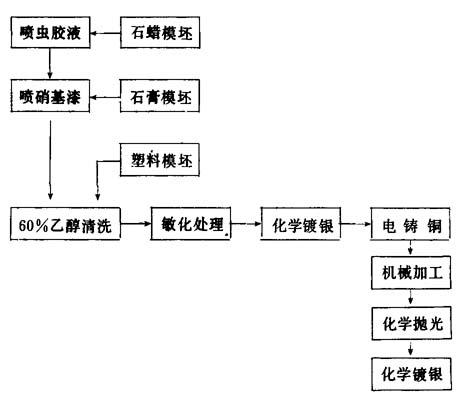
图8-3-1 电铸模制造流程示意图
电铸模制造步骤如下所述。
①模芯的制造
用作模芯的材料有石蜡、石膏、塑料等。这类材料不仅来源充足,而且易于造形。用石蜡作原料时,石蜡中应加入30%左右的硬脂酸,以提高其变形温度、硬度和减少收缩。
模芯制造分为两个工序,一是用人工雕塑或其它塑造方法将上述材料制成所需模坯;二是对模坯表面进行金属化处理。金属化处理程序又分下述4步:
a.如为石蜡模坯,先在表面喷涂虫胶溶液,干燥后再喷涂一层硝基漆。如为石膏模坯,则表面只须喷涂硝基漆。如为塑料模坯,则无须上述工序。
b.模坯表面应先用60%酒精清洗,而后用水冲洗。
c.将干燥的模坯进行敏化处理。敏化处理是将干燥的模坯放入浓度为10g/1的氯化亚锡溶液(用适量盐酸使之澄清)中,浸放15~20min,然后用蒸馏水冲洗干净,再浸入蒸馏水中不使干燥。
d.模坯表面镀银导电层。镀银的方法是先在每升镀银用的溶液(1)中加入10g/1的葡萄糖溶液20m1,搅拌后立即将上述已敏化的模坯放入其中并完全润湿,1~2min后模坯表面即形成银膜。取出后用水冲洗,晾干,就成为所需要的模芯。
②电铸铜模
电铸铜模的设备由镀槽、电源和过滤槽等组成。镀槽一般由聚氯乙烯硬板焊接而成,电源采用通用电源,但须用整流器变为直流电,过滤槽是由内装活性炭的筒体构成。
电镀铜用的镀液有碱性和酸性两类。通常采用酸性镀铜方法,镀液配方见表8-3-2。
表8-3-2 镀液配方举例

镀铜时,须将新配制的镀液经电解处理,即在镀槽的阴极和阳极上均挂上电解铜板,先用小电流通电,逐渐增大到正常电流密度(电镀工艺条件见表8-3-3)。经电解处理后,在阴极挂上已经镀银的模坯即可进行镀铜,镀铜时的通电过程和电解处理相同。
电镀工艺取决于对质量要求以及模坯大小、镀层厚度等。一般来说,镀液浓度低时电流密度较小,镀层致密,但生产效率低。所以在要求质量高时,取配方1的镀液及其相应的工艺条件,或者在开始电镀时取配方1,然后改用配方2和其相应的工艺,以加快电镀速度。
表8-3-3 电镀工艺条件

为保证镀层质量,用过的镀液需经过过滤和成分分析,在去除杂质和补充必要的药品后才能使用。
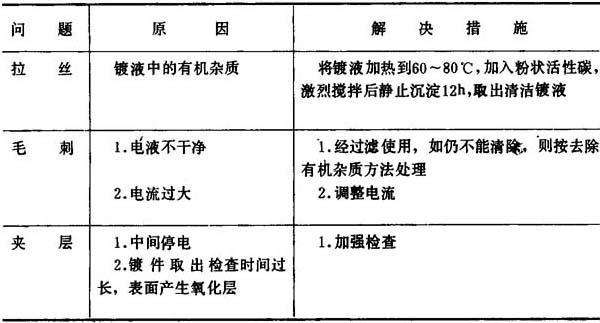
电镀中出现的问题和解决措施见表8-3-4。
表8-3-4 出现的问题和解决措施
③化学抛光
化学抛光的目的在于腐蚀掉内壁的脏物,使表面光洁,以便镀镍。化学抛光使用的抛光液由硝酸、磷酸、冰醋酸按等比例组成。
抛光工艺是将电铸铜模放入30~50℃的抛光液中约30s。
④镀镍经化学抛光的电铸铜模具进行镀镍,这是为了提高模具的耐腐蚀性,延长使用寿命。
镀镍液配方见表8-3-5
表8-3-5 镀镍液配方举例

经化学抛光后的模坯应立即镀镍,镀液温度85~90℃,pH值控制在4.2~4.8,在镀镍过程中,pH值会逐渐减小,可用弱氨水调节,时间约30min。