热风焊接
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第606页(3765字)
压缩空气(或惰性气体)经过焊枪中的加热器,被加热到能焊接塑料的温度,然后,用这种经过预热的气体,加热焊件和焊条,使之达到粘流状态,从而使其在不大的压力下得以接合。此法可用于软、硬聚氯乙烯的焊接。
(一)设备
焊接聚氯乙烯塑料的设备,是由供气系统、焊枪、调压变压器及其它附属设备组成(图9-3-1)。
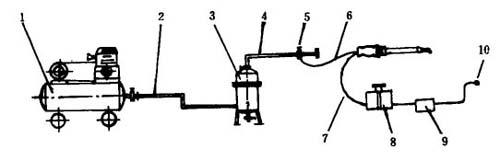
图9-3-1 焊接设备及配置
1-空气压缩机 2,4-输气管 3-过滤器 5-气流阀 6-输气软管 7-电线 8-调压变压器 9-漏电自动切断器 10-接220V电源
空气和可燃气体燃烧产生的混合物。
1.供气系统
供气系统主要由空气压缩机和空气过滤器组成。过滤器的作用,是去除压缩空气中的水分、灰尘和油脂,这有利于提高焊缝强度和延长焊枪内电热丝的使用寿命。
空气压缩机应满足表9-3-1的要求。
表9-3-1 对供气系统的要求

2.焊枪焊枪的结构如图9-3-2。
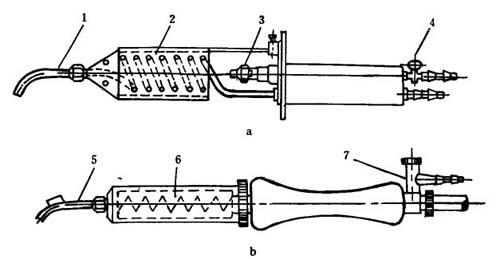
图9-3-2 焊枪结构
a-气焊枪 b-电焊枪
1,5-喷嘴(可换) 2-蛇管 3-输入气体的管接头 4-调节可燃气体输送量的旋塞 6-电热丝 7-调节压缩空气输送量的旋塞
气焊枪是用可燃气体(氢或乙炔与空气的混合物)的燃烧,加热蛇管2,同时,从蛇管中送入的压缩空气即被加热,输送的空气量是用旋塞调节的。
电焊枪用的加热装置,是由陶瓷槽管及其中的电热丝组成的。
焊枪的参数和评价见表9-3-2。
表9-3-2 焊枪的参数和评价

①一般与焊条直径相等。
(二)焊接工艺
以电焊枪为例
1.焊缝结构的选择
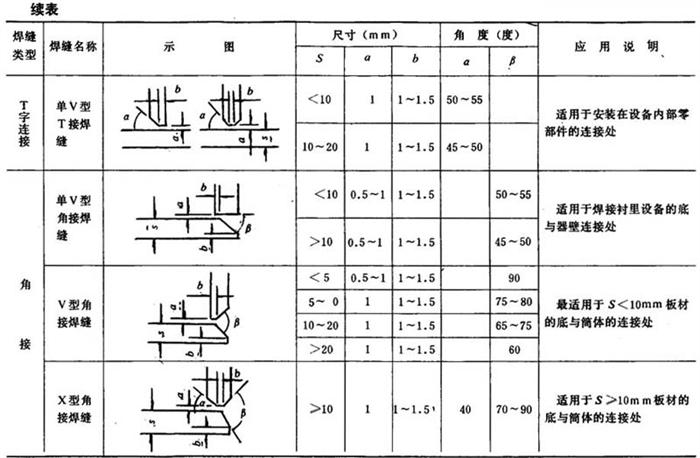
板材焊缝结构,应该根据板材的厚S、连接形式和使用场合加以选择(表9-3-3)。
表9-3-3 焊缝结构
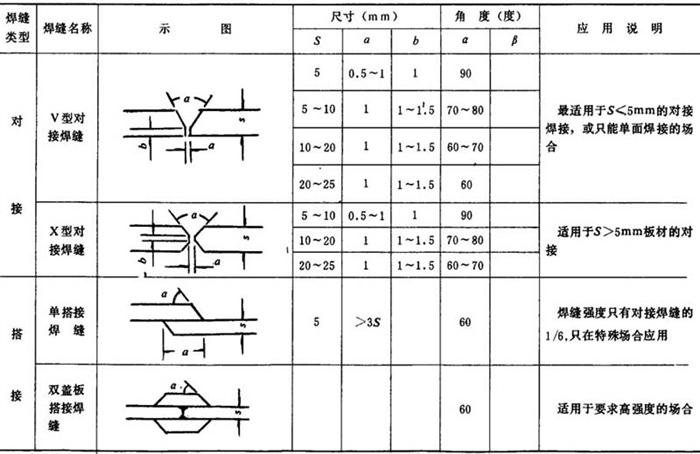
a值取决于板材的厚度和对焊缝强度的要求,越接近90°,焊缝强度越高,所以,要求高强度者取大值。但是,就同一个a值来说,材料越厚,焊接工作量越大,试验表明,当a>60°时,焊缝已具有足够的强度,所以,对于薄板,可选较大的a值,对于厚板,宜取较小值。
2.焊条的选择
焊缝强度与焊条的增塑剂含量及焊条直径有关。与增塑剂含量的关系参见表9-3-4。
表9-3-4 焊条增塑剂含量与焊缝系数的关系
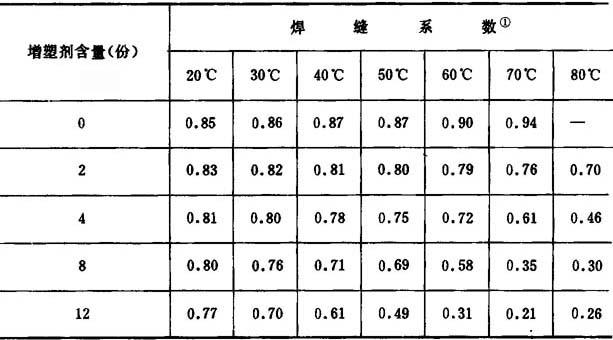
①所列温度为测试温度
增塑剂的含量,一般为7份,最多不可超过10份。含量增加,焊缝系数减小,耐腐蚀性能下降。
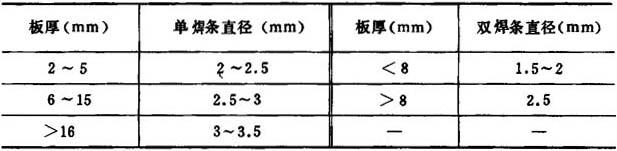
一般说来,焊条直径越大,焊缝越坚固,但不宜大于3.5mm。也可采用梯形焊条。
表9-3-5 焊条直径的选择
3.焊接工艺条件
焊接硬聚氯乙烯时,温度、速度和压力,与焊接强度有密切关系。表9-3-6是在施压0.1MPa时,温度与焊缝强度的关系。
表9-3-6 焊枪热空气温度与焊缝强度的关系

操作时,先接气源,后接电源,在达到要求的温度后,实施焊接,施压约0.1MPa,焊好的焊条两边会连续出现少量的翻浆(料的翻卷部分)。焊接参数见图9-3-3和表9-3-7。
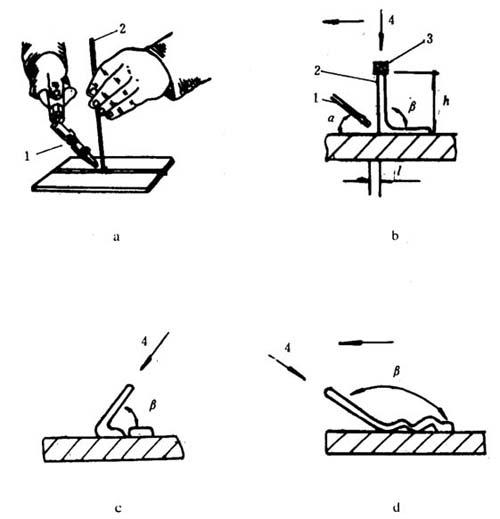
图9-3-3 焊接要领
a、b正确焊接 c、d错误操作
1-焊枪 2-焊条 3-手的位置 4-施力方向 l-焊枪喷口与焊条的距离
表9-3-7 硬聚氯乙烯焊接要领

①焊枪出口的空气温度。
如果焊条和焊缝所成的角度β大于90°,则易产生波纹(图9-3-3c),若小于90°,则焊条被过分拉伸,使其伸长率过大,可能出现断裂现象(图9-3-3d)。然而,在技术熟练以后,β可稍小于90°,但不应小于80°。
为了增强焊缝的强度,焊接应顺序进行,而且,对V形对接焊缝,在焊完后,应在反面进行补充焊接(图9-3-4)。
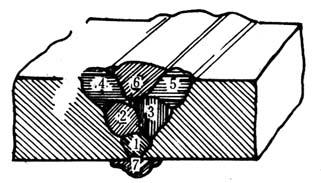
图9-3-4 V形对接焊缝的焊接顺序
为了保证整个焊缝上质量一致,应使焊条的长度比焊缝长3~5mm,长出部分,在焊好并冷却后切除。
焊缝应自然缓慢地冷却,不可采用强制冷却方法。
软聚氯乙烯塑料,也可采用焊枪焊接,但与硬聚氯乙烯焊接不同:①无须加工坡口;②焊接温度较低,一般为95~180℃;③压缩空气的风量要稍小些,以免焊缝附近的表面被吹毛,影响强度和美观。软板搭焊的搭接宽度以25~30mm为宜。
软聚氯乙烯与钢材,也可以用普通的热空气塑料焊枪进行复贴,且不用焊条,为增加强度,可用木棒加压(图9-3-5)。
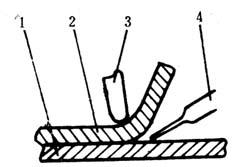
图9-3-5 软板与钢材的复贴示意图
1-钢材 2-软聚氯乙烯板 3-木棒或压辊(加压用) 4-焊枪
(三)焊接加工
已经焊接的部分往往会有毛刺,在有些场合,需要去除。对于硬板,一般是刨平。对于硬管和硬棒,则可采用专用工具(图9-3-6),把焊件置于凹模中,用锤子(或汽锤)捶击焊件端部,焊件通过凹模后,毛刺被切除,表面干净光滑。但必须注意,去除毛刺以后,焊缝强度将下降5~8%,所以,在焊接时,堆积的焊条,一般比母材高出1.5~2mm,并使焊缝呈圆弧状,所得强度最高,质量最好。

图9-3-6 圆制件除毛刺专用工具
1-圆制件 2-毛刺 3-凹模 4-平板
(四)焊缝质量检查
质量良好的焊缝,焊缝系数可达0.7以上,质量不好的焊缝,只有0.3或更低,为了保证设备安全,对焊缝进行非破坏性的质量检查,是很重要的。
检查方法,一般采用目视法和试漏法,也有用高频电火花发生器检查的方法。
1.目视法
焊缝表面要平整,不得有波纹形及焊条发毛现象;焊条排列要紧密,不得有重叠和空隙;焊条必须充分熔融(两边有翻浆),但不允许有分解烧焦现象(图9-3-7)。

图9-3-7 焊缝质量
a-好 b-不好
2.试漏法
适于容器质量的检查。常压设备,注水24h,不漏水。受压设备,在使用压强1.5倍的水压下(为安全计,不用气压),受压半小时。对大型受压设备的耐压试验,须有可靠的保护措施,以免发生意外。
(五)焊缝缺陷、原因和解决的措施
表9-3-8 焊缝缺陷、原因和解决的措施
