渗硼
出处:按学科分类—工业技术 北京工业大学出版社《热加工手册》第1121页(2082字)
渗硼是将工件置于能产生活性硼的介质中,经加热、保温,使硼原子渗入工件表面形成硼化物层的过程.金属零件渗硼后,表面形成的硼化物及碳化硼等化合物的硬度极高,热稳定好.渗硼钢的硬度、耐腐蚀性、耐热性均比渗碳和渗氮高.渗硼主要用于一些模具、阀体.
根据采用介质的不同,可将渗硼分为固体法(粉末法和膏剂法)、液体法(熔盐法和电解熔盐法)和气体法.
15.6.9.1 固体渗硼
固体渗硼是将工件埋入粉末或颗粒的渗硼剂中,装箱密封,加热保温的一种渗硼方法.其工艺方便,渗后工件易于清理.
1.粉末渗硼剂
粉末渗硼剂由供硼剂、活化剂和填充剂组成.供硼剂由含硼量较高的物质组成.在活化剂作用下,可不断提供硼原子.活化剂的作用是产生气态化合物,提高渗剂的活性,加速渗硼过程.填充剂是渗剂的载体,有防止渗剂烧结、保持渗剂松散性和还原性气氛的作用.
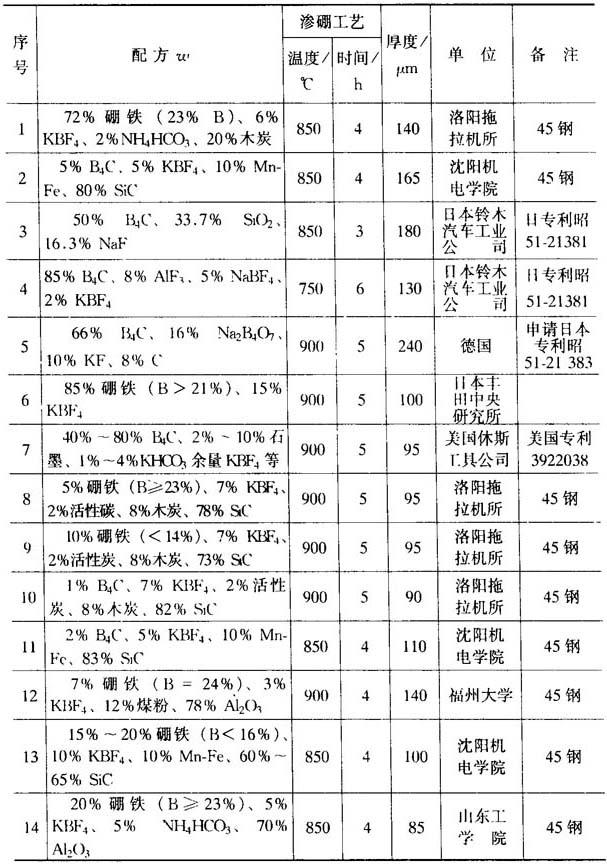
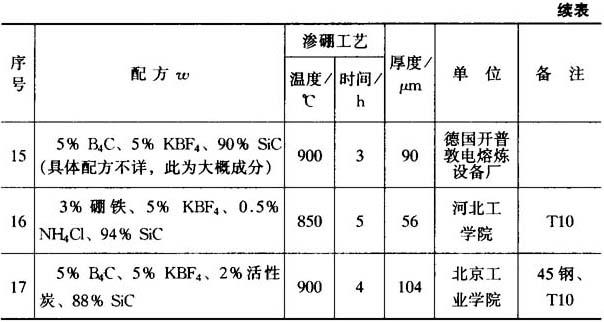
常见的固体粉末渗硼剂配方及工艺见表15-47.
表15-47 部分固体粉末渗硼剂配方、工艺及效果
2.膏剂渗硼剂
膏剂渗硼适用于局部渗硼的零件.渗硼膏剂由供硼剂和活化剂组成,并用黏结剂制成.常用膏剂配方、工艺及效果见表15-48.
表15-48 渗硼膏剂配方、工艺及效果

制膏常用的黏结剂有松香(30%)、酒精(70%),溶液、文具胶水、聚乙烯醇水溶液及硅酸工脂水溶液等.
渗硼工艺主要是控制温度与保温时间渗硼温度一般为850~1000℃,渗硼保温时间一般为3~5h,最长不超过6h.
粉末固体渗硼及渗硼剂标准见机标JB4383—87.
15.6.9.2 熔盐渗硼
熔盐渗硼具有设备简单、用盐资源丰富、成本低等优点.其缺点是盐浴在低于900℃时流动性差、工件粘盐严重、熔盐对坩埚等有较大腐蚀性等.
渗硼剂由供硼剂、还原剂及活化剂按比例熔制而成.
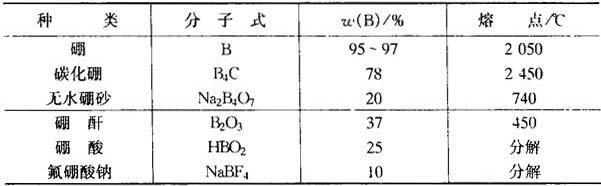
供硼剂的种类较多,见表15-49,其中最经济的供硼剂是硼砂.硼铁不宜作熔盐供硼剂.
表15-49 供硼剂的种类与性质
硼砂熔融后按下式分解:

采用还原剂还原B2O3可获得硼.还原剂可是近似于碳化硼的物质,如硅化硼或是Al、Ti、Be、Li、Mg、Ca、La等活泼金属.稀土元素有催渗作用
为加速渗硼、降低盐浴熔点、改善流动性,需加入活化剂.常用活化剂有氟化钠、氟铝酸钠、氟硼酸钠、氟硼酸钾、碳酸钠等.
目前国内常用的硼砂盐浴成分及配方如下:
80%硼砂、10%铝、10%氟化钠
70%硼砂、20%碳化硅、10%氟化钠
80%硼砂、10%稀土、10%氟化钠
80%硼砂、8%碳化硅、5%硅钙、3.5%碳酸钠、3.5%碳酸钾
50%硼砂、5%碳酸硼、10%碳化硅、20%氟硅酸钠、5%三氧化二硼、10%氯化钾
70%硼砂、20%碳化硅、10%氯化钠
40%硼砂、25%硼酐、10%碳化硅、5%硅钙、20%碳酸钠
一般情况下,渗硼温度为850~950℃,时间为3~6h.
硼砂熔盐渗硼标准见机标JB4215—86