陶瓷磨石
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册:第六分册机械法制浆》第41页(5015字)
最早制造的陶瓷磨石是用大的陶瓷磨块固定在一铸铁芯上,由于大磨块烧结难度大,成品率低,很快发展为相对小的磨块确地连接在加筋的混凝土芯上。图7-2-19为陶瓷磨石断面图。

图7-2-19 陶瓷磨石断面图
我国陶瓷磨石是由造纸厂使用砂轮厂提供的磨块组装而成的。近几年砂轮厂也部分组装整块磨石供造纸厂使用。
1.磨块
制造磨块有三种磨料:碳化硅、氧化铝和改性氧化铝。
碳化硅是用纯的玻璃砂,加上碎焦炭、锯屑和盐,在电阻型电炉中生产的。砂中的硅与焦炭中的炭结合产生碳化硅。锯屑作为多孔炉料,盐与杂质结合便于清除。
氧化铝是用铝矾土,混入铁粉、硼砂和碎焦炭,在电弧型电炉里生产的。通过加热,氧化铝含量逐渐达到95%。
改性氧化铝是在制造中掺入其他化学药品,使其具有特殊性质。
上述磨料结晶从炉中出料后,经粉碎,有的为使其具有某种性能另加特殊处理,最后通过一系列筛分。
筛分方法与纤维筛分相似,例如磨料粒度60目就是通过48目筛而留在60目筛上的。用于制浆磨石的磨料粒度为12~180目。根据需要,可以用单一粒度磨料或混合粒度磨料生产磨块。60目粒度通常针对生产新闻纸用浆,而30目和较粗粒度用于生产纸板用浆,比60目更细的粒度用于生产低定量涂布纸和其他印刷纸用浆。
碳化硅磨粒较硬,有锐利的刃口、较多的棱角,另外也比较脆。氧化铝磨粒多呈块状,较圆钝,不易碎,在受冲击的情况下比较坚韧。
磨块是磨料加粘结剂制造的,两种材料经精确计量,机械混合,置于压模内加压成坯,然后将磨块坯移入烘箱,经充分干燥后放入窑炉,在2000℃以上高温下烧结,保温一段时间后冷却至室温而成。
国产陶瓷磨石磨块组合见表7-2-12。
表7-2-12 国产陶瓷磨石磨块组合表

五角形磨块外形,见图7-2-20及表7-2-13。
表7-2-13 五角形磨块尺寸表

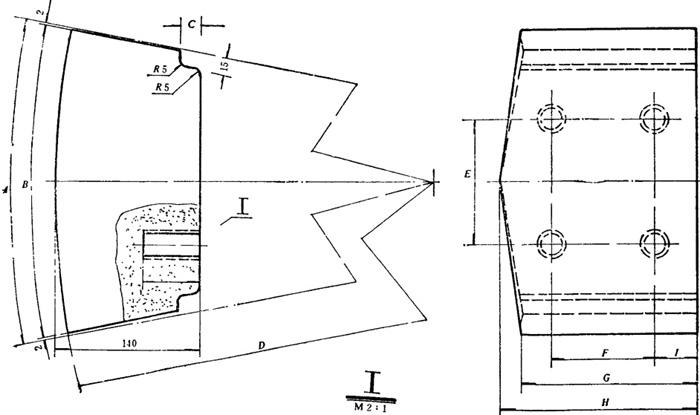
图7-2-20 五角形磨块外形图
六角形磨块外形,见图7-2-21及表7-2-14。
表7-2-14 六角形磨块尺寸表
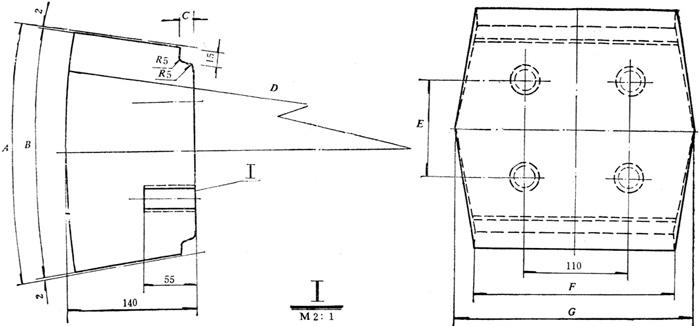
图7-2-21 六角形磨块外形图
国产磨块标志见表7-2-15,7-2-16,7-2-17。
表7-2-15 国产磨块标志
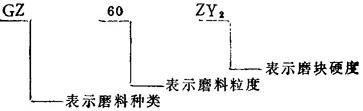
表7-2-16 国产磨块磨料代号

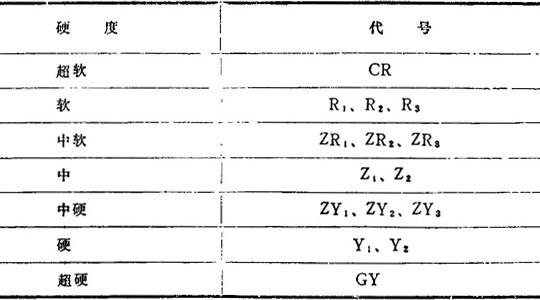
表7-2-17 国产磨块硬度代号
国内通常生产的磨块有:GZ60ZY1、GZ60ZY2、GB60ZY1、GB60ZY1、GB60ZY2、TL60ZY1、TL60ZY2、TH60ZY1及TH60ZY2等,组织号表示磨粒间相对间隙,国产一般均为7。
2.陶瓷磨石的组装
(1)工艺流程
工艺流程见图7-2-22。
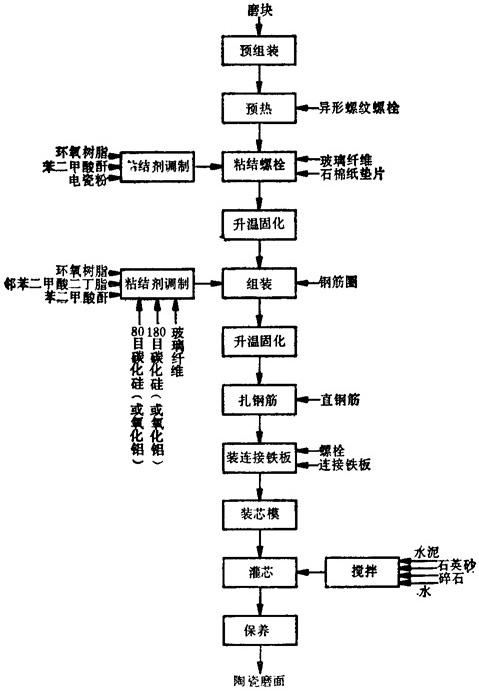
图7-2-22 陶瓷磨石组装工艺流程
(2)技术要求
在正式组装之前,需要预组装,先按规格修整好磨块,并将磨块与磨块间结合面打毛,然后按图在较好水平的铁车上预组装;符合要求后,划上记号备用。
螺栓与磨块粘结前,先升温至60~65℃,保温一天待用。螺栓与磨块粘结剂的配方见表7-2-18。环氧树脂加热到110~130℃,徐徐加入苯二甲酸酐。如要稀释加入二丁酯,最后加入电瓷粉,充分搅拌,保持60℃待用。磨块上的螺孔先填入适量玻璃纤维和石棉纸垫片,螺栓沾上粘结剂拧进螺孔,然后按表7-2-19升温曲线表在硬化炉中升温固化。
表7-2-18 螺栓与磨块粘结剂配方

表7-2-19 螺栓与磨块粘结剂升温固化曲线表

磨石组装用粘结剂配方,见表7-2-20。
表7-2-20 磨石组装用粘结剂配方

环氧树脂加热110~130℃,先加入邻苯二甲酸酐,后加入邻苯二甲酸二丁酯,搅拌均匀,再加入碳化硅和玻璃纤维,形成一定稠度和有砌筑性能的粘结胶泥,保持60℃备用。
从硬化炉内按预组装次序取出磨块,涂上粘结剂,在校正好水平的铁制平底小车上按磨石规格组装,每圈第一块用夹具固定,每装一块都要注意垂直和平整,每装完一圈都要校正圆度,直径变化应小于2mm,并用弧形木板夹住。整块磨石组装完毕再对垂直和圆度进行总体校正,然后检查并填补接缝,使接缝中粘结剂充实饱满。将小车推入硬化炉,接7-2-21表所示的陶瓷磨石组装固化升温曲线表升温。
表7-2-21 陶瓷磨石组装固化升温曲线表

在组装固化好的磨石内,扎上钢筋并固定螺栓连接铁板,再装上芯模,按表7-2-22配方灌注混凝土。灌芯后保养两个月即可使用。
表7-2-22 陶瓷磨石内芯混凝土配方

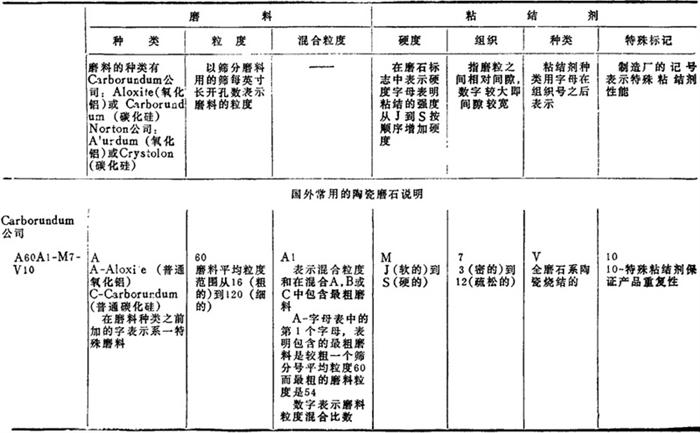
3.国外常用的陶瓷磨石标志见表7-2-23。
表7-2-23 国外常用的陶瓷磨石标志

4.陶瓷磨石的搬运和存放
陶瓷磨石受到碰撞或震动容易破裂,因此,在搬运和存放中都要格外小心。为了安全运输磨石应用特制的防雨材料包装并固定在坚实的木垫架上。磨石在使用之前最好原封不动地存放在干燥的地方,只要可能,要在冰点温度之上。要防止磨石吸收水份,在冰点温度下结冰受到损害。磨石在搬入使用前、磨石面上保护罩应始终保持着。移动磨石应当心磨块不要被吊绳、绞链或钢丝绳所损坏。
5.陶瓷磨石的修理
陶瓷磨石使用中如有破损或丢块,可以用水泥浆或环氧树脂胶泥为基本材料更换磨块或修补。
(1)磨块的完整更换
①清除破损的磨块并铲掉沾在相邻磨块上的接缝材料〔图72-23(A)a〕。清洁螺栓上的螺纹〔图7-2-23(A)b〕。凿走坑底露出的混凝土9.5~13mm深〔图7-2-23(A)c〕。对毗连磨块的表面打毛或开沟形成这个坑的墙〔图7-2-23(A)d〕。清洁和修整新磨块,使其适合修补的坑。在新磨块放进之前充分浇湿坑周围毗连的磨块。把新磨块浸入水中直到吸水饱和,在安装之前再排走多余的水。
②调制水泥浆料至适合操作的浓度,加进坑内,至比坑底高13mm。每个螺栓表面和要更换上的新磨块每个38mm孔内都用泥浆涂满,然后放置新磨块入坑,〔图7-2-23(B)〕,并用木锤轻敲磨块使其固定。
③用泥浆填满螺栓孔和磨块之间缝隙(图7-2-23(C)a)。用一木棒捣泥浆使其排出空气,孔中完全充漏泥浆〔图7-2-23(C)D〕。
④用一湿麻袋或一塑料布罩在修补的磨块上,再加压上一沙袋,静置24h,如用快干水泥,即按其所需时间而定〔图7-2-23(D)〕。
⑤取走加压沙袋及麻袋后,将磨块凿到与旧磨石一样高度〔图7-2-23(E)〕。注意应从磨块外缘开始凿向中心,以防碎裂。后用37C36K88磨块或相当质量磨块研磨修整。
⑥当更换磨石两边的磨块时,由于只有3面毗连磨块,开放的一侧必须用木板堵住,使泥浆不致流失〔图7-2-23(F)〕.

图7-2-23 更换磨块
(2)用环氧树脂类材料修补
①修理面的准备 为了缩短修理时的停机时间,应当尽可能保持磨石温度。当磨木机一停下来,就不让水与磨石表面接触,保持磨石干燥。为避免损伤其他部位,不要用气动或电动凿刀,要用手工凿刀清除修理已损伤和松动的磨块,并用铜丝刷和压缩空气清洁,然后用热风加热干燥,不得用明火。
修理面的外形要避免成为倾斜薄边或下切边,边缘要总是保持垂直。
②修补方法 修补材料配方见表7-2-24。
表7-2-24 环氧树脂类修补胶泥配方

以热水加热环氧树脂,使其有较好的流动性,然后加入邻苯二甲酸二丁酯,再加乙二胺,混合均匀后加入磨料(氧化铝或碳化硅,有的也用石英砂),如补块较大,需加入适量旧磨块碎粒(直径小于1~2mm),全部搅拌混合均匀后即可用作修补。胶泥填补时,用力挤压,使其与破损面紧密接触粘牢,使表面成弧形与磨面一致,放置4h硬化后即可投入使用。
(3)用水泥类材料修补
①清洁全部破损处。
②如有接缝暴露,应开槽或打毛。
③用水充分弄湿修理面。
④充分混合修补材料,加水适量调成稠厚的泥浆。修补用水泥配方50%重的早期高强度硅酸盐水泥和50%重的原磨块磨料,或用铁屑生产硬表面的混凝土。
⑤用泥浆填补破损处,用泥刀除去多余泥浆,使表面形成与磨面一致的弧面。
⑥用湿毡或湿麻袋罩上,至少保持48h。
⑦把罩除去后再静置一天后即可投入使用。
修补后的磨面再启动前,应将磨木机梳板提起,以免接触修理的磨块上任何高出的地方。用菱形刻石刀平整整个磨石,使磨石表面完全一致,然后用新的斜纹刻石刀刻石,最后再放下梳板。