典型CNC装置简介
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册下》第2838页(5128字)
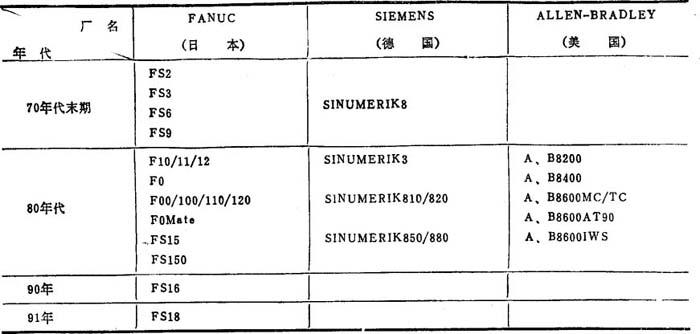
国外较典型的CNC装置见表8.5-3。
表8.5-3 国外较典型的CNC装置
2.2.1 FANUC的CNC装置
F10/11/12系列CNC装置的规格型号分为M型(用于加工中心,铣床和镗床)、T型(用于车床)、TT型(用于双刀架车床)和F型(具有对话功能)。该系列为多CPU控制系统,除主CPU和可编程机床控制器(PMC)用CPU(均采用68000)外,图形控制、对话式自动编程控制、轴控制等,都采用各自的CPU。F10/11系列主板为大板式结构,其它板为小板结构,或插在主板上或通过接插件与主板相连。F12系列为底板式结构,所有的印刷电路板都插在两个底板上面。F10/11/12采用专用的LSI,4M位大容量磁泡存贮器,混合电路I/O模块,大容量I/O模块,用于A/D、D/A转换的模拟模块,以及用于自动刀具交换(ATC)和自动托盘交换(APC)控制的定位模块等。采用光导纤维电缆与操作面板,I/O单元连接,以提高抗干扰能力。
F0系列是结构紧凑的可组成面板装配式的CNC装置,有很多品种,可用于各种中小型机床。其中:F0-MA/MB/MFA/MC可用作加工中心、镗床、铣床控制机;F0-TA/TB/TEA/MC可用作车床控制机;F0-TTA/TTB/TTC可用作双刀架类车床控制机;F0-GA/GB可用作磨床控制机;F0-MF可用作对话型的加工中心、镗床、铣床控制机;F0-TF可用作对话型的车床控制机;F0-PB可用作回转头压力机控制机。F0系列中,0A系列主CPU采用80186,0B系列主CPU采用80286,0C系列主CPU采用80386。PMC用CPU采用8086。图形控制和操作面板控制都采用各自的CPU,因此,F0系列也是多CPU系统。F0系列除RS232C串行接口外,增加了带有高速串行通信接口的远程缓冲器,可以实现高速DNC运行。F0系列由主印刷电路板、PMC板、增设I/O板、图形控制板和电源单元板构成。主板采用大板结构,其它板为小板结构,插在主板上。F0系列所采用的专用LSI有:总线仲裁控制器(BAC-Bus Arbitration Controller),用于CPU之间总线的裁决;输入输出控制器(IOC-Input Output Contro11er),用于输入输出信号的控制;MB87103用于位置控制,其中包括DDA插补、误差寄存器、基准计数器、脉宽调制及检测倍率(DMR-Detect Multiply Ratio)的计算。
F15系列CNC装置是32位CNC装置。它采用模块式多主总线(FANUC Bus)结构。主CPU采用68020,此外还采用一个子CPU。在PMC、轴控制、图形控制、通信、自动编程等功能中都有各自的CPU。它最多可控制15根轴,还有PMC的轴控制功能。适用于大型机床,复合机床的多轴控制和多系统控制。F15系列CNC装置可以实现很高的加工速度,最小设定单位为0.001mrn时的进给速度可达到240m/min。该系列CNC装置使用通信专用CPU和RS422接口,并具有远距离缓冲功能。它的逻辑框图如图8.5-11所示。CNC的各个功能模块之间用32位宽的多主总线连接。
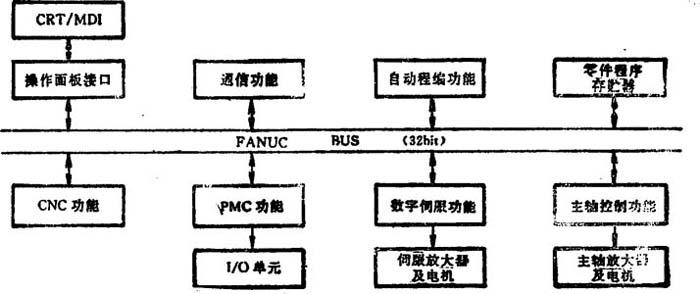
图8.5-11 F15系列逻辑框图
F16系列CNC装置,在功能上界于F15和FSO系列之间,它在32位处理器(CISC-Complex Instruction Set Computer)的基础上增加-个高速处理器(RISC-Reduced Instruction Set Computer)。以进一步提高运算速度。F16系列采用表面安装电子器件(SMD-Surface Mounted Device)模块。印刷电路板为三维高密度安装结构,实现了CNC装置的小型化。该系列还采用了薄膜晶体管彩色液晶显示等新技术,以及多主总线(FANUC Bus)结构。
F18系列是在F16系列之后推出的32位CNC装置,其基本功能与F16系列相同,只是为了减少成本而去掉了RISC。它在操作性能、机床接口、程编等方面,均与F16系列兼容。
2.2.2 SIEMENS的CNC装置
SINUMERIKS CNC装置包括;8M/8ME/8MEC、Sprint8M/Sprint8ME/Sprint8ME-C,适用于钻床、镗床、加工中心,其中Sprint表示具有图编程功能;8MC/8MCE/8MCE-C,适用于大型镗铣床;8T/Sprint8T适用于车床.SINUMERIK8为多CPU系统,主CPU、子CPU及位置控制模板上用的CPU.均采用8086。位置控制模板在主控制模板的控制和管理下,进行坐标的插补运算以及位置检测、比较及控制等。备有的各种位置控制模板是;MS230,适用于模拟量反馈测量的位置控制,其测量元件为感应同步器或旋转变压器;MS250适用于数字量反馈测量的位置控制,测量元件为脉冲编码器或直线光栅;MS300适用于大型机床的数字量反馈测量的位置控制。SINUMERIK8 CNC装置由主控制模板、存贮模板、位置控制模板、电源模板、测量接口模板,操作面板电源和译码电路模板、PLC与CNC接口模板(适用于外部用PLC)、PLC与CNC信号传递模板(适用于集成PLC)及系统软件模板(此模板附在主控制模板上)等组成。
SINUMERIK3有M型、T型、TT型、G型,N型等,适用于各种机床的控制。主CPU为8086,内设或外设两个PLC。NC和PLC之间设有很宽的窗口,可以满足各种自动加工功能的要求,如换刀控制、数据传输控制、刀具寿命监控、刀具和工件的测量及补偿和计算机通信等。其中的3T系统借助于转换(TRANSMIT)功能,可将一般的CNC车床变成车削中心,在一台机床上进行车削、钻孔、铣削、镗削加工。通过配置相应的软件,可使SINUMERIK3进入FMS。SINUMERIK3由中央单元、存贮器模块、操作面板接口、外围连接接口,PLC中央单元、PLC存贮模块、逻辑模块、程编器接口及各种输入输出模块等组成。
SINUMERIK810和SINUMERIK820在功能和体系结构上都较接近,分为M、T、G型,一般用于小型机床。其中,M型用于镗床、铣床、加工中心;T型用于车床;G型用于磨床。SINUMERIK810/820的CPU为80186,采用通道式结构;备有RS232C接口,用于数据传输;采用集成式PLC,具有较强的扩展功能;利用软键可在CRT上调用多种软件菜单内容;可进行图形编程,加工程序快速模拟。SINIMERIK810/820由CPU模块、位置控制模块、系统程序存贮器模块、文字图形处理模块、接口模块、I/O模块、CRT显示器和操作面板组成。其逻辑框图如图8.5-12所示。

图8.5-12 SINUMERIK810/820逻辑框图
SINUMERIK850/880为多CPU系统。主CPU为80386。除数控CPU外,还有伺服用CPU、通信用CPU及PLC用CPU。除通信CPU,均可扩展至CPU2~4。SINUMERIK850/880适用于高自动化机床,可以进网,组成柔性制造系统或计算机集成制造系统。SINUMERIK850和880在结构体系上比较相近,功能上有差别,见表8.5-4。850主要由数控中央处理单元NC-CPU1、通信中央处理单元COM-CPU、可编程控制器中央处理单元PLC-CPU、附加模块插座(可插入存贮模块、测量模块、NC-CPU2、PLC的输入/输出模块及扩展单元的接口模块等)及操作面板30mm(12in)彩色CRT组成。880采用两个机架,支承两列中央控制器。主要由中央控制器和操作面板、30mm(12in)彩色CRT组成。在操作面板上有两个串行口(RS232C和电流环)。中央控制器包括NCCPU1,COM-CPU1、PLC-CPU1、SERVO-CPU1(伺服中央处理单元)及插入式扩展模块(包括测量电路模块、存贮器模块、NC-CPU2~4、PLC-CPU2~4、PLC输入/输出模块、SERVO-CPU2~4及扩展单元用接口模块等)。
表8.5-4 SINUMERIK850与880主要功能差别

2.2.3 Al1en-Brad1ey(A-B,美国)的CNC装置
A-B8200系列是结构紧凑的小型CNC系统。可用于车削中心、加工中心、磨床、滚齿机、火焰切割机、深孔钻、激光焊接机、射水切割机、测量机、机器人等设备。该系列主CPU为8600,内装式PLC。备有RS232C通信接口、远程I/O接口、A-B CAM工厂组通信接口及高速数据通道。具有JOG返回,多级程序段返回以及偏置累加等独特操作功能。8200系列由控制器、标准存贮器(64K)、磁泡存贮器、数字I/O模块、端子板、模拟I/O模块、远程I/O模块、基本通信模块,A-B CAM工厂通信模块、高速数据通道、电源等组成。采用30mm(12in)CRT。
A-B 8400系列为单CPU系统,采用8086CPU,带协处理器8087,内装式PLC。主要由CPU模板、CRT模板、操作面板组成。该系列采用菜单页面操作方式,有主菜单页面、手动操作页面、任务设置页面、程序编辑页面、程序检查页面、自动操作页面、装入/保存页面、支持页面及图形状态显示页面等。8400系列操作简单、程编容易、配置方便、价格较低,可用于各种机械加工设备。
A-B8600系列为多主及主、从结构的多CPUCNC系统。主系统CPU用来执行系统任务,可以是8086及其协处理器8087,或是80286及其协处理器80287。用于轴控制的CPU为8086,最多可用4个,主要用来进行插补,伺服环和螺距误差补偿等。数据高速通道Ⅱ的CPU为80186。该系列具有很强的软件支持。为8600系列开发的ASSET高级语言扩展了零件程序,把系统变量、文件、键盘、显示及串行接口等系统信息引入到零件程序的编制环境中。该语言与多程序功能一起更好的发挥了8600CNC的能力。SIP一ROM高级语言是作为机床与8600CNC装置接口而开发的以梯形图概念为基础的特殊高级语言,使用这一语言很容易使用户程序生成文件。此外,通过8600系统中内装的逻辑分析器,即可用图形显示输入输出信号的状态,又可以观察输入与输出之间的时序关系。8600系列具有多种程编方法:专门为车床设计的蓝图直接程编;专门为铣床和加工中心的程编而设计的几何工艺语言程编GTL(GTL是APT型的程编语言,它是一完整的程编软件包,包括样件再现能力、极坐标程编、坐标系旋转以及一套固定循环);参数编程(使用变量来编制用户的固定循环程序),即通过给变量赋值,可以方便地编制类似形状零件加工的零件程序。此外,该系列还备有小型DNC接口,具有远程I/O功能和高速数据通道。可以连接到厂级宽带通信系统。8600系列由系统CPU模块、轴管理CPC模块、操作面板接口模块、存贮器模块、I/O模块、终端面板、远程I/O通信模块、高速数据通道通信接口模块、几种用于反馈的模块、A/D和D/A转换模块、磁泡存贮器模块、WINCHESTER硬盘接口模块、电源及辅助控制模块、SIPROM开发模块及用于外设的软盘驱动器等组成,其逻辑框图如图8.5-13所示。
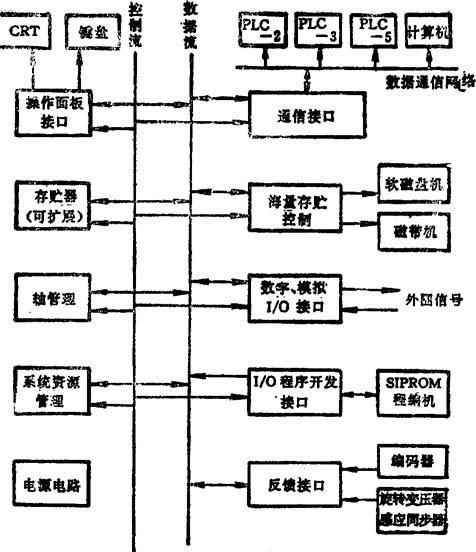
图8.5-13 8600系列逻辑框图