汇合机构示例
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册中》第2103页(1446字)
在自动化生产线上,有的需要由几台供料装置对一台工作机进行供料;或者将几台工作机加工后的工件汇集在一条线上,进行检测、记数等。为此,就需要采用汇合机构。
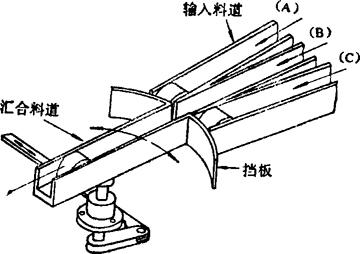
例5.14-44 摆动滑道汇合。如图示,在多个径向排列的输入料道前端有一作摆动的汇合料道,该汇合料道按顺序对准每个输入料道,并作停歇,以接收工件。圆弧形挡板的作用是挡住非对准汇合料道的件。
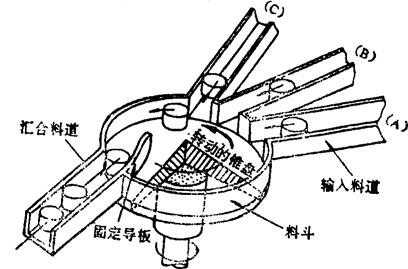
例5.14-45 旋转底盘汇合。如图示,由多个输入料道来的工件全部进入汇合于料斗,有一定锥度的底盘在料斗中旋转。在离心力和固定导板的作用下,使工件进入汇合料道,这种装置不要求多个输入料道的输件节拍相同。
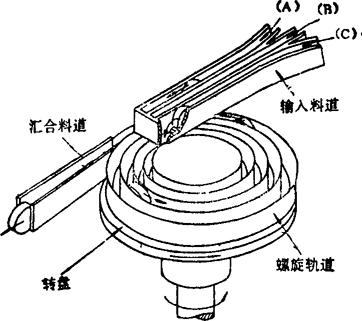
例5.14-46 螺旋轨道汇合,如图示,由多个输入料道来的工件在料道末端分别落入螺旋形轨道的不同半径处槽内,该螺旋形轨道固定不动,由底盘的旋转,带动工件顺螺旋线送到出口处,进入汇合料道,
例5.14-47 梭式活门汇合,如图示,在两个平行输入料道的末端分别设有作反向连动的活门A和B,两活门作反向往复移动,分别对输入料道中的工件作挡料和放料动作,这样,便把两输入料道中的工件逐个相间地汇合到一个输出料道,

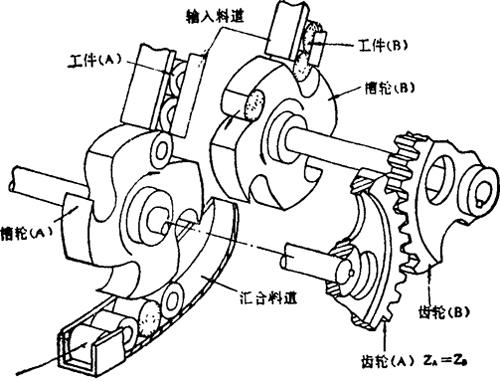
例5.14-48 旋转槽轮汇合。如图示,在两个输入料道末端分别设有反向旋转的槽轮。每个槽轮的外周均匀分布若干个和工件形状相适应的槽。当槽轮转动时,槽口对准输入料道时接收工件,再转动一角度后,便把工件送落到汇合料道。两槽轮的转速和位置差有协调要求,这是通过一对齿轮A和B的传动来实现的。这样,便可交替地将两个输入料道的工件(可以是配套的不同工件,但要求形状一致)汇合到汇合料道。
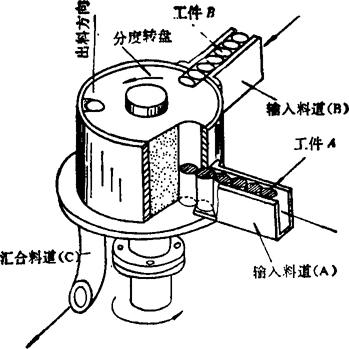
例5.14-49 分度转盘汇合。如图示,两输入料道A和B径向分布在分度转盘的外侧,两者轴向位置不同,分别位于分度转盘的下半部和上半部。分度转盘旋转时,槽口先对准输入料道A,下半部接收工件A,再对准输入料道B,上半部接收工件B;转到对准汇合料道C时,工件A和B一起落入汇合料道。为保证接收和送出工件的可靠性,分度转盘应作间歇运动。
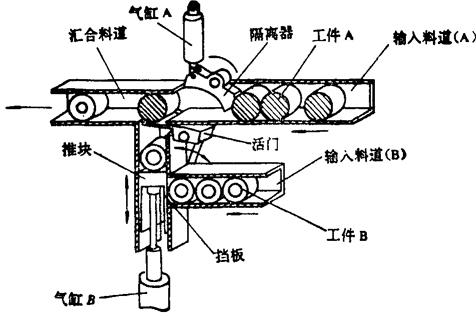
例5.14-50 可控式汇合。如图示,输入料道A和B上下排列,上料道A的末端有气缸A驱动的摆动隔离器;下料道B的末端有气缸B驱动的移动推块,以及与推块连动的活门。两气缸有控制地协调工作。当下气缸B和推块处于最低位置接收工件时,活门关闭,上气缸A使隔离器释放一工件A,进入汇合料道;当上气缸A使隔离器变换位置而阻挡工件时,下气缸B使推杆向上送工件,同时活门打开,工件B被送入汇合料道。如此循环工作,即可交替将工件A和B送入汇合料道。改变对气缸A和B的控制,可以改变进入汇合料道工件A和B的比例。