压铸件的结构工艺性
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第283页(1359字)
压铸件的结构工艺性合理与否,关系到能否压铸出符合使用要求的高质量压铸件。
1.壁厚
在保证压铸件有足够强度和刚度的条件下,压铸件合理的壁厚应设计成薄壁和均匀壁厚,否则会导致铸件内部组织不均匀,也给压铸工艺的实施增加了困难。最大壁厚与最小壁厚之比不要大于3∶1。压铸件的壁厚通常根据压铸件面积而定,见表3.2-1。
表3.2-1 压铸件最小壁厚和适宜壁厚

2.加强肋
设置加强肋可增加铸件的强度和刚度,还可使金属液液流通畅和消除金属过分集中而引起的缩孔、气泡和裂纹等。表3.2-2列出了加强肋的结构及参考尺寸。
表3.2-2 加强肋的结构及参考尺寸


3.脱模斜度
压铸件从压铸模中取出时,为了防止铸件受阻及划伤铸件表面,铸件上所有脱模方向的孔壁和外壁均须具有脱模斜度。表3.2-3列出了脱模斜度的参考值。
表3.2-3 脱模斜度的参考值

4.圆角
压铸件的截面形状急剧变化的部位,一般都是应力容易集中的部位,应呈圆角,以避免在压铸模和压铸件上造成应力集中而产生裂纹。表3.2-4列出了圆角的计算方法,可以在设计中参考选用。
表3.2-4 压铸圆角半径的计算 (mm)

5.孔
对一些精度要求不高的孔,可以不必再进行机械加工。各种合金的压铸件可以压铸出的孔径及孔深如表3.2-5所示。凡是孔径小于表3.2-5内所列数值的孔,一般不宜直接进行压铸,而只压铸出定位的“洋冲眼”位置。
表3.2-5 压铸件的最小孔径及孔深 (mm)

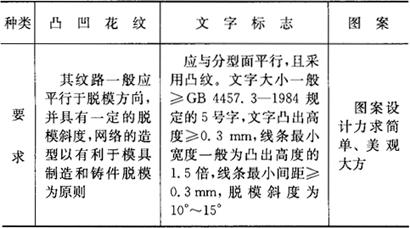
6.凸凹花纹及文字标志见表3.2-6。
表3.2-6 凸凹花纹及文字标志
7.螺纹
压铸出的螺纹牙形应成平头或圆头,可压铸的螺纹尺寸见表3.2-7。
表3.2-7 可压铸的螺纹尺寸 (mm)

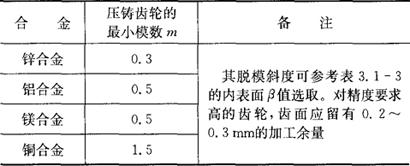
8.齿轮
压铸齿轮的最小模数m见表3.2-8。
表3.2-8 压铸齿轮的最小模数