焊接方法与工艺
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第564页(4151字)
1.钨极氩弧焊
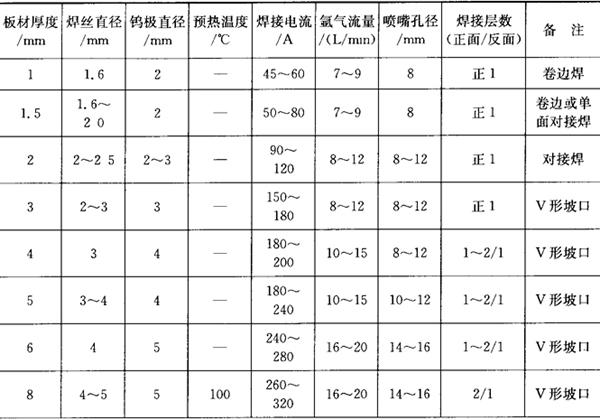
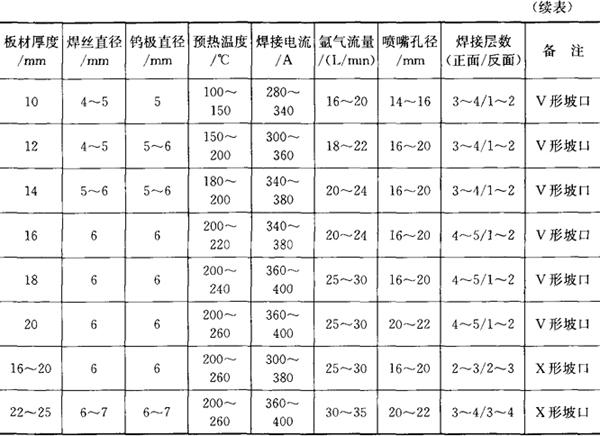
钨极氩弧焊可分为手工钨极氩弧焊和自动钨极氩弧焊两种,自动钨极氩弧焊所选焊接电流、喷嘴孔径、氩气流量、焊接速度都比手工氩弧焊大。表7.9-8、表7.9-9分别为手工氩弧焊和自动氩弧焊规范参数。
表7.9-8 纯铝、铝镁合金手工钨极氩弧焊的参考规范
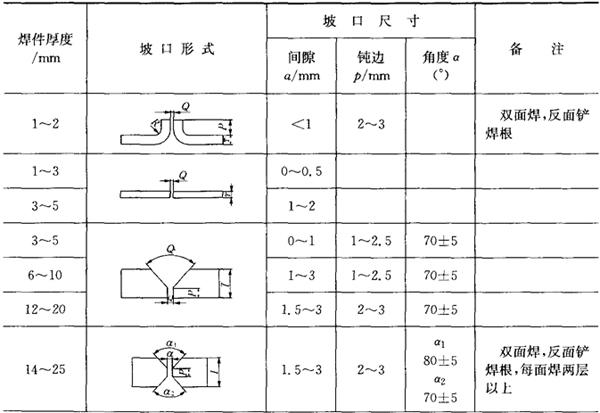
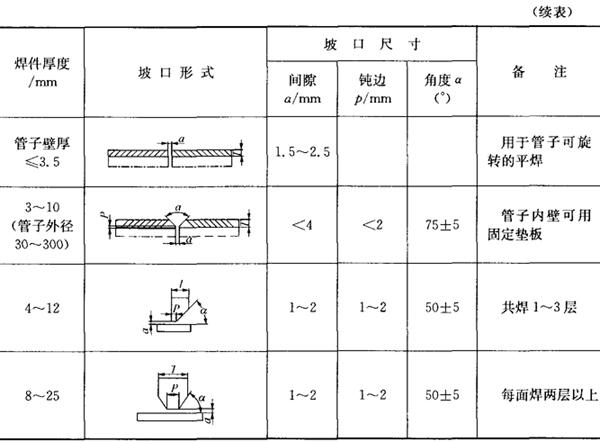
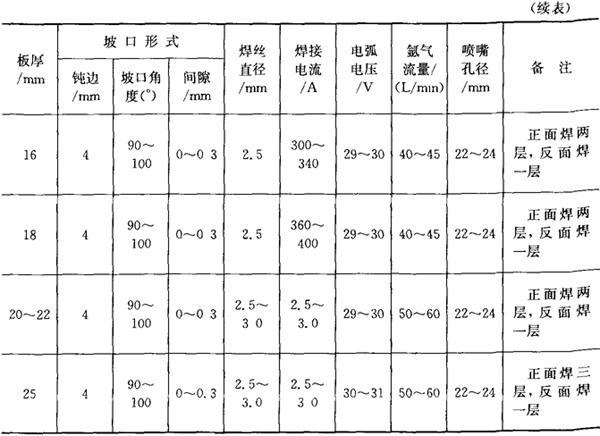
钨极氩弧焊焊接铝合金的坡口形式和尺寸主要根据产品结构、厚度和焊接工艺确定,表7.9-10为铝及铝合金TIG焊的坡口形式和尺寸。
表7.9-10 铝及铝合金TIG焊的坡口形式和尺寸
2.熔化极氩弧焊
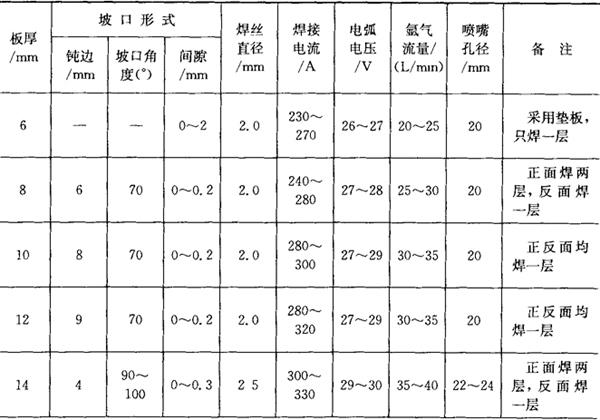
主要用于中、大厚度板材的焊接。熔化极氩弧焊主要分为自动和半自动两种,采用直流反极性。表7.9-11、表7.9-12分别列出了自动、半自动MIG焊工艺规范。当板材厚度为6mm以下时,可不开坡口,大于8mm厚时,可开V形坡口,随着厚度的增加,可加大坡口角度(70°~100°)或开X形坡口。
表7.9-11 部分铝合金自动熔化极氩弧焊的规范参数
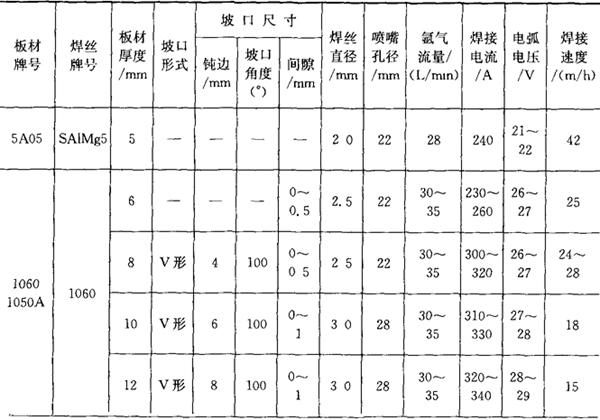
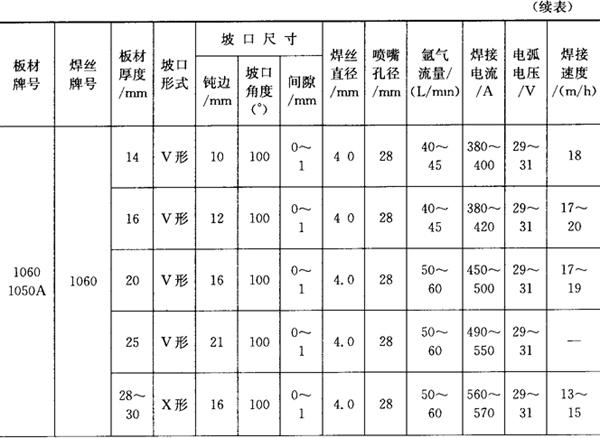
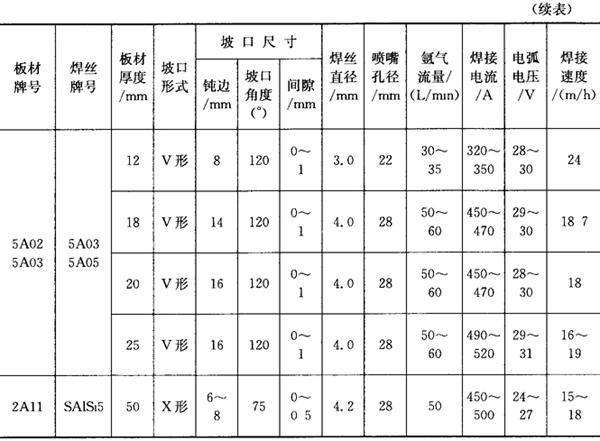
表7.9-12 纯铝半自动熔化极氩弧焊的参考规范
半自动焊时,握持焊炬的角度呈前倾角15~20°。
3.脉冲氩弧焊
脉冲氩弧焊分为钨极脉冲氩弧焊和熔化极脉冲氩弧焊。脉冲焊对于提高电弧的稳定性,控制焊缝成型是非常有利的。对于脉冲MIG焊还可以实现较小的平均电流下的熔滴过渡形式,实现全位置焊。表7.9-13、表7.9-14分别是钨极交流脉冲氩弧焊和铝合金熔化极脉冲氩弧焊规范参数的选择。
表7.9-13 钨极交流脉冲氩弧焊的规范
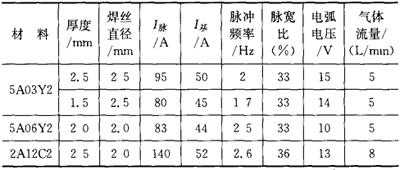
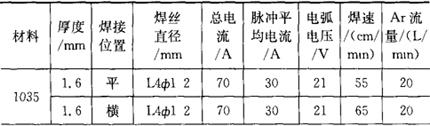
表7.9-14 铝合金熔化极脉冲氩弧焊规范参数

4.等离子弧焊
由于等离子弧的热源集中,适合于中等板厚的焊接(10mm以下)。焊接铝合金时,采用直流反接或交流。对纯铝、3A21、5A05~5A06、5A02~5A03等铝合金采用等离子弧焊,焊接性良好,2A11~2A12、2A06等铝合金的等离子弧焊焊接性尚可。铝及铝合金等离子弧焊规范可参考表7.9-17和表7.9-18进行。
表7.9-15 铝合金直流等离子弧焊接规范参数
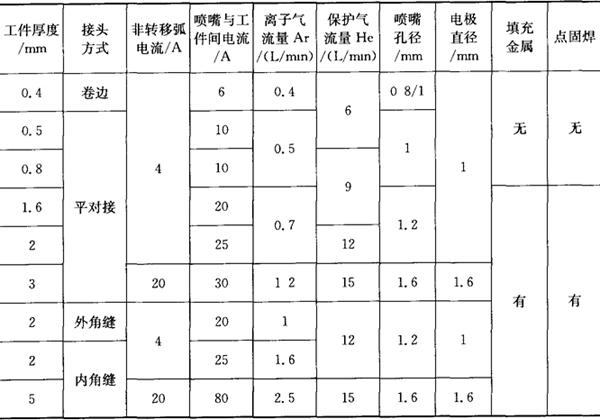
表7.9-16 铝合金交流等离子弧焊接规范参数
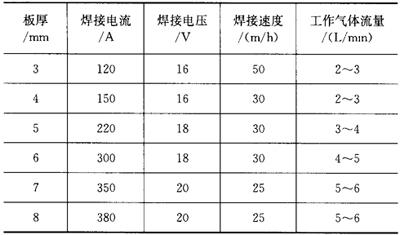
表7.9-17 电子束焊的参考规范
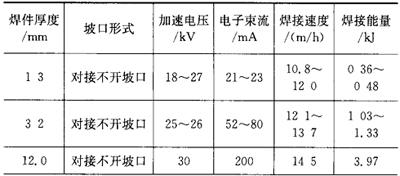
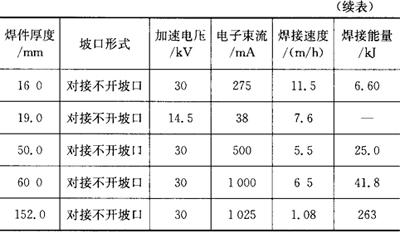
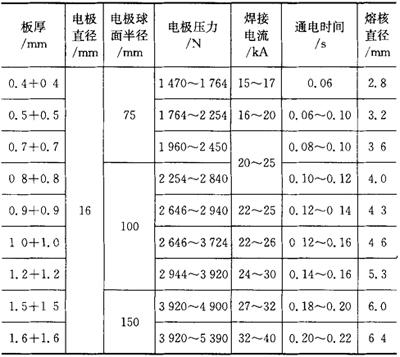
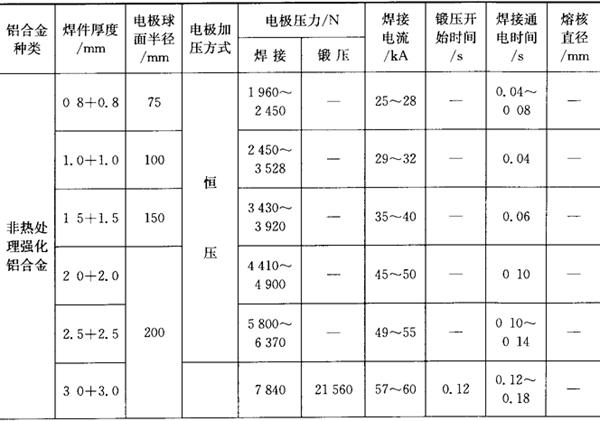
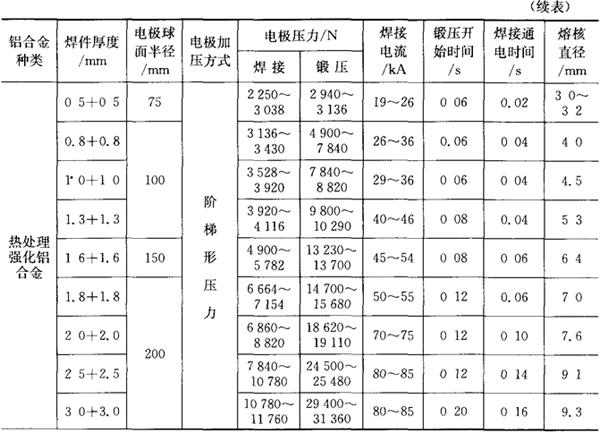
表7.9-18 铝合金单相交流点焊焊接参数
5.真空电子束焊和激光焊
真空电子束焊和激光焊同属高能量密度焊接方法,焊接时一般不向熔池中填加焊丝。由于设备昂贵,目前应用尚不广泛。表7.9-19列出了电子束焊铝的主要工艺参数。
表7.9-19 铝合金直流冲击波点焊焊接参数
采用激光焊接铝及铝合金时,应充分考虑焊件表面对激光的高反射率的影响。
6.铝及铝合金的点焊
铝合金分为冷作强化型3A21(LF21)、5A02(LF2)、5A06(LF6)等和热处理强化型2A12-T4(LY12CZ)、7A04-T6(LC4CS)等。焊接性均较差。
点焊技术要点:
①焊前必须按工艺文件仔细进行表面化学清洗,并规定焊前存放时间。
②电极一般选用CdCu合金,端面推荐用球面形并注意经常清理,电极应冷却良好。
③采用硬规范,焊接电流常为相同板厚低碳钢的4~5倍,因此功率强大的点焊机是焊铝的基本条件。
④波形选择,除板厚<1.2mm的冷作强化型铝合金可以用工频交流波形点焊外,板厚较大的冷作强化型铝合金及所有热处理强化型铝合金一律推荐用直流冲击波、二相低频和直流焊机点焊。
⑤焊接循环,采用缓升、缓降的焊接电流,可起到预热和缓冷作用;具有阶梯形或马鞍形压力变化曲线,可提供较高的锻压力;高精确度的控制器可保证各程序的准确性,尤其是锻压力的施加时间。这样的点焊循环对防止喷溅、缩孔及裂纹等缺陷至关重要。
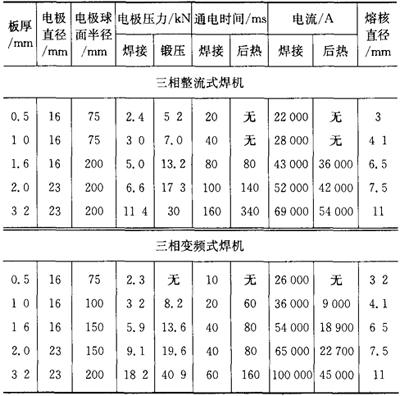
⑥焊接参数参见表7.9-18、表7.9-19和表7.9-20。
表7.9-20 铝合金在三相点焊机上的点焊焊接参数
7.铝及铝合金的钎焊
(1)铝及铝合金的钎焊性
铝极易氧化形成致密而稳定的Al2O3氧化膜,它是钎焊的主要障碍之一。特别是WMg大于3%的铝合金,目前尚无很好去除表面氧化膜的方法。软钎焊铝硅合金时,其表面氧化膜也难去除。
硬钎焊焊铝及铝合金时,硬钎料熔化温度与母材熔化温度相差不大,因此要求严格控制钎焊温度;铝合金加热过程中颜色不随温度发生变化,手工火焰钎焊时给焊工带来困难;对热处理强化铝合金,加热不当可能发生退火或过时效而软化,降低接头性能。
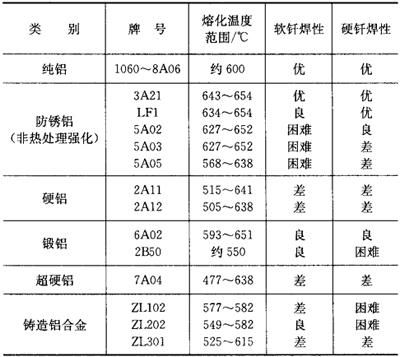
钎焊接头耐蚀性差,为去除氧化膜,铝用钎剂均具有强的腐蚀性,故焊后必须立即清除干净。表7.9-21列出铝及铝合金钎焊性比较。
表7.9-21 典型铝及铝合金钎焊性比较
2)铝及铝合金的软钎焊
铝及铝合金的软钎焊,因为钎料与母材成分相差大,造成电极电位差异,使接头产生电化学腐蚀,使钎焊接头抗蚀性能差,因此很少进行。提高钎料中锌含量,有助于提高抗蚀性。若在铝表面预镀铜或镍再用通常的锡铅钎料钎焊,在界面处就不会发生腐蚀。
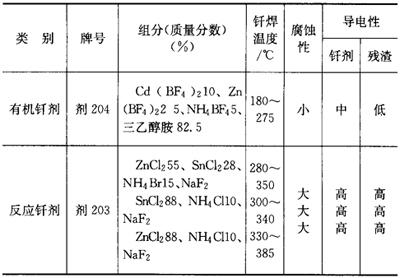
表7.9-22为铝及铝合金用软钎料的钎焊特性。当使用钎焊温度低于275℃的HLSnPb39和90Sn-10Zn等钎料时,可用有机软钎剂;当用钎焊温度高于275℃的Zn基钎料时,必须用反应钎剂,见表7.9-23。其中以ZnC1288,NH4Cl10、NaF2钎剂性能最好。
表7.9-22 铝及铝合金钎焊用软钎料的特性
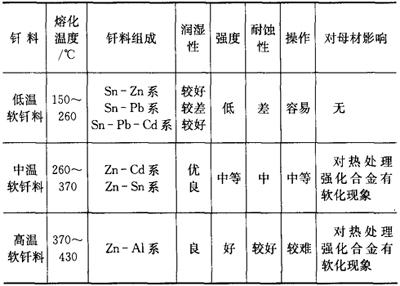
表7.9-23 铝用软钎剂组分及特性
常用软钎焊方法有:烙铁、火焰、刮擦钎焊和超声波钎焊,有时也用炉中及浸渍钎焊。
刮擦钎焊和超声波钎焊时,不必使用钎剂。
8.铝及铝合金的硬钎焊
铝及铝合金的硬钎焊应用很广。常用的铝基钎料见表7.9-24。铝及铝合金硬钎焊钎料的选用参见表2.4-5。铝及铝合金硬钎焊时,通常使用钎剂QJ201,这种钎剂具有较好的活性,能充分去除氧化物,保证钎料铺展,特别适于火焰钎焊。在炉中钎焊时,宜用QJ206、129A、171B等钎剂;当用无腐蚀钎焊时,使用氟化物型无腐蚀钎剂,如QF形,焊后不必清除钎剂残渣。真空钎焊为无钎剂钎焊,但应采用金属活化剂,常用镁作为活化剂。镁可以加在铝硅钎料中(即铝硅镁钎料),也可以让它单独蒸发成蒸气引入钎焊室。
表7.9-24 铝及铝合金硬钎焊钎料的选用

表2.4-5 铝基钎料的成分、性能和用途
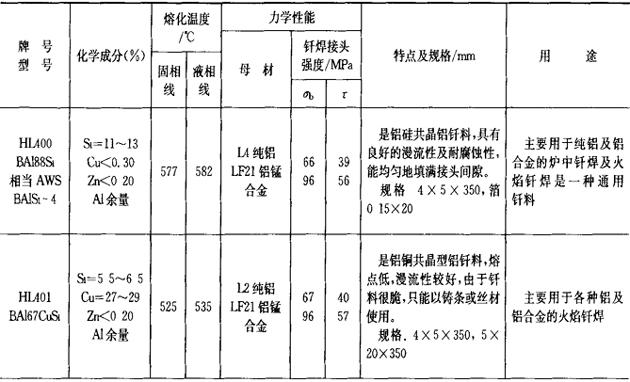
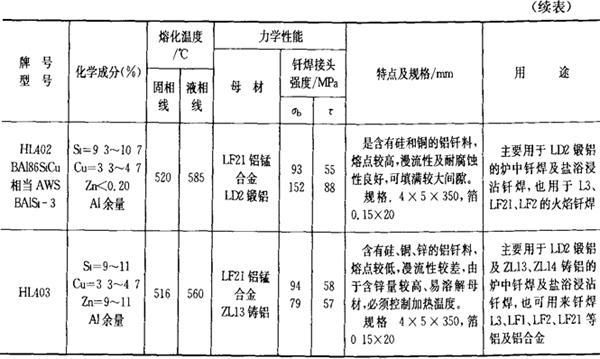
注:1.钎焊时必须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
2.钎焊时必须配合QJ201铝钎剂共同使用。
3.钎焊后必须彻底清除残留的钎剂和残渣。
4.力学性能数据供参考。