肉类罐头加工装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第322页(2201字)
1 概述
肉类罐头加工装备主要以畜禽肉为原料加工成罐头所需的设备。
肉类罐头生产设备以午餐肉罐头加工设备最为复杂。其所需关键设备有切肉机、绞肉机、斩拌机、碎冰机、拌和机、肉糜输送机、装罐机、封罐机和杀菌锅等,故本节主要介绍午餐肉罐头的加工工艺和关键设备。
2 加工工艺

图1-12-19 午餐肉罐头加工工艺流程图
2.1 原料验收
采用健康良好的猪。肥膘在1~3cm为宜,猪肉必须冷却排酸,不允许采用热鲜肉、老母猪、黄膘猪等不良的猪肉。
2.2 解冻
经检验合格的肉分批挂架解冻,每片之间保持适当距离(约5cm),解冻时间根据室温具体掌握,解冻后的肉温以肋条肉不超过10℃,腿肉不超过6℃为宜。
2.3 剔骨
剔除全部骨骼,下刀要贴近骨边,使骨上不带肉,肉上不留骨。
2.4 切块
将肉切成3~5cm见方小块,及时腌制,切块后的肉温不超过13℃。
2.5 腌制
腌制使用配制混合盐,其配方为98%食盐,1.5%白糖,0.5%亚硝酸钠混合均匀。将切成小块肉与肉量2.25%的混合盐均匀混合,混合好的肉送往0~4℃冷库中进行腌制,时间24~72h。
2.6 斩拌
腌制后的肉即在斩拌机上斩拌成肉糜状。斩拌时间控制在3min。
2.7 加调味料
在斩拌时按配方加入一定量添加剂。配方如下:瘦肉70kg,肥肉70kg,玉米淀粉10.1kg,冰屑50g,混合盐17kg,白胡椒粉168g,维生素C28g。
2.8 真空搅拌
真空搅拌目的是防止肉糜中混入大量的空气,肉糜中空气过多会使产品引起气泡,影响外观。同时产生氧化作用,使肉糜颜色由粉红色转变成暗褐色。真空搅拌时,真空度控制在67~80kPa,时间2min左右。
2.9 装罐、密封
混合均匀的肉糜送往充填机进行装罐。午餐肉最好使用脱膜涂料罐或抗硫涂料罐,否则空罐除进行清洗消毒外,揩干后要涂猪油,目的是防止午餐肉内的蛋白质或淀粉在加热杀菌时,因吸水膨胀而产生粘壁现象。封口采用真空密封,真空度为53~67kPa。
2.10 杀菌
罐头密封后应及时杀菌,时间间隔不超过30min。杀菌公式:15min-70min-反压冷却/121℃。
3 关键设备
3.1 切肉机(图1-12-20)
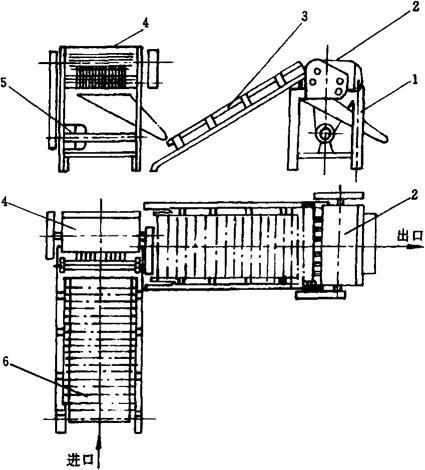
图1-12-20 切肉机示意图
1-支架 2-切块刀具 3、6-输送滚子链 4-切肉刀具 5-电动机
切肉机系圆片切刀式切肉设备,供大块肉先切成条状后再切成小方块用。该机由切肉条及切肉块两大部分所组成。工作时需切的大肉块由人工放在切肉条部分的输送滚子链6上,经送肉滚筒及切肉刀具4先切成条状后,从出料斗落入切块肉部分的输送滚子链3上,再由人工拨正肉条位置,同样经过送肉滚筒及切肉块刀具2切成小方块肉后落入出料斗输出。该机操作简单、方便。但切块时块形不够规整。
3.2 斩拌机
参见第1篇第4章第3节。
3.3 真空搅拌机
参见第1篇第4章第3节。
3.4 午餐肉装罐机
午餐肉装罐机供圆形与方形午餐肉罐装之用。该机主要由装罐、转盘、配电箱等部分组成。工作时将空罐由转盘经输送带送至装罐处,装罐机将肉糜压入空罐,通过四连杆机构完成装罐工序后输出。
3.5 杀菌机
参见第1篇第12章第1节。