连续滚筒式热成型-充填-封口机械
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第668页(1438字)
此类机械采用滚筒式热成型机构,连续自动完成塑料膜的加热、成型、充填、封合、冲裁等全部工序。
1 结构及工作原理
如图2-8-12所示,连续滚筒式热成型-充填-封口机通常也称为泡罩包装机,广泛应用于药品类物料的包装。

图2-8-12 连续滚筒式热成型-充填-封口机示意图
1-机体 2-料斗 3-加热器 4-成型滚筒 5-检测装置 6-主动辊 7-热压辊 8-薄膜卷筒 9-打印装置 10-冲裁装置 11-导向辊 12-压紧辊 13-间歇进给辊 14-运输机 15-游辊
塑料成型片材被牵引经过-组导辊进入成型滚筒4,滚筒上有数个成型孔腔,成型孔腔下有小气孔与真空气源相通,滚筒下方的加热器3对塑片加热后,抽吸成型。成型后的膜片进入料斗2下方,充填上料后,继续向前至热压辊7处与覆膜热合。然后经过一组张紧导向辊到达冲裁装置10,裁制成成品,由输出装置输出。检测装置5用于缺粒的监视。
该机用于包装药片类物料时成型膜常采用PVC,覆膜为铝箔。
2 连续滚筒式热成型-充填-封口机的典型工作部件
2.1 成型装置
通常由于其成型容器体积小,数量多,-般采用真空滚筒成型方式。典型的成型装置如图2-8-13所示,齿轮4通过转轴带动成型滚筒转动,塑料片在滚筒表面由加热装置加热至塑化温度,滚筒表面均匀分布多个成型孔腔,并有小孔与侧向抽气孔相通,真空系统抽吸使之成型。在转轴6内有固定空心轴7,并设有冷却水管通入滚筒1内部进行冷却,使其温度维持在40℃±5℃。
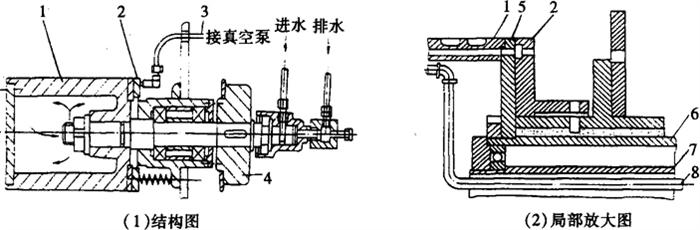
图2-8-13 连续滚筒式热成型-充填-封口机的成型装置
1-成型滚筒 2-连接阀板 3-气管 4-齿轮 5-端盖法兰 6-转轴 7-空心轴 8-水管成型滚筒采用传热性较好的铝合金类金属制作。抽气小孔一般设置在成型孔腔的边角处,其孔径一般为0.5~0.8mm。
2.2 热封合装置
封合方式多采用辊式滚压热封合,如图2-8-14所示。由主动辊和热压辊组成,热压辊表面设有网纹(图2-8-2),主动辊内装有加热元件,温度可调控,其表面有与成型形状相同的孔腔,用于成型塑片成型。当两辊对滚时,已充填物料的成型塑片和覆膜被加热、加压,实现热封。PVC和铝箔的封合推荐温度为190℃±20℃,动压力为0.4~0.6MPa,速度越快,温度、压力应越高。

图2-8-14 连续滚筒式热成型-充填-封口机的热合装置示意图
1-热压辊 2-调节螺栓 3-支撑轴 4-支座 5--覆膜 6-成型塑片 7-主动辊
连续滚筒式热成型-充填-封口机的冲裁装置与间歇式相似。