TIG焊工艺
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第173页(2239字)
1.正确操作
焊接时焊枪、焊丝和工件之间必须保持正确的相对位置,如图5-2所示。焊直缝时通常采用左焊法,焊丝与工件之间夹角α在10°~15°之间,角度太大会影响电弧和气流的稳定性。焊丝向焊接区送进有断续和连续两种方法,操作时应防止焊丝端部触及钨极和移出保护区,以免造成钨极烧损、破坏电弧稳定性和焊丝氧化等缺陷。环缝自动焊时,焊枪应逆工件旋转方向偏离中心线一定距离,以便于送丝和保证焊缝的成形。焊丝的填加方法见图5-3。

图5-2 焊枪、焊丝和工件之间的相对位置
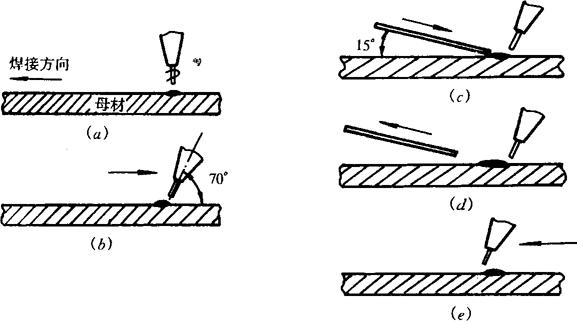
图5-3 TIG焊焊丝填加方法
(a)熔池形成 (b)焊炬后移 (c)填加焊丝 (d)焊丝后移 (e)移动焊炬
2.加强保护措施
焊接镁、钛等对氧化、氮化特别敏感的材料,或焊接不锈钢等散热条件差、焊缝高温停留时间长的材料时,焊缝往往被氧化或氮化,使焊缝性能下降。氧化程度不同,焊缝表面呈现不同的颜色。保护效果与颜色的关系见表5-1,为了加强保护,采取如下措施:
表5-1 焊缝表面色泽与保护效果的关系

(1)在焊枪后面加辅助拖罩,使温度在400℃以上的焊缝仍处在保护气体中。拖罩结构见图5-4。

图5-4 拖罩示意图
(a)对接平焊用拖罩示意图
1-焊枪 2-进气管 3-气体分布管 4-拖罩外壳 5-钢丝网
(b)管环缝对接用拖罩
1-焊枪 2-环形拖罩 3-管子 4-背面保护装置挡板
(2)在焊缝背面加保护装置:图5-5a是平对接焊缝背面保护垫板图,铜垫板通水冷却,加快了冷却速度,增强了焊缝保护,同时通氩气保护焊缝背面免受氧化。图5-5b是角焊缝背面保护垫板图,背面垫板通入氩气保护焊缝背面免受氧化,焊缝正面加铜压块增强散热,加速冷却,改善保护效果。图5-4b是环焊缝加强背面保护的方法。将管子用隔板4隔断,在焊缝区通入氩气加强焊缝背面保护。

图5-5 加强焊缝背面保护装置
(a)对接焊背面保护垫板
1-铜垫板 2-压板 3-紫铜冷却板 4-工件 5-出水管 6-进气管 7-进水管 L-压板间距
(b)角焊缝背面保护垫板
1-焊枪 2-背面垫板 3-工件 4-保护气 5-铜压块
(3)施焊时应注意防风措施:气保焊在施工时应注意环境风速对保护作用和电弧稳定的影响。风速超过规定值时,造成保护气流紊乱,降低保护效果。适当增加保护气体流量有克服风速影响的作用,其关系如图5-6所示。

图5-6 保护气流量与风速的关系
(氩气喷嘴直径16mm,喷嘴与母材距离15mm)
3.铝及镁合金TIG焊合理接头及坡口形式
表5-2 铝及镁合金TIG焊合理接头及坡口形式


4.焊前清理
焊丝、焊件被油、锈、水、尘污染后会造成焊接过程不稳定、焊接质量下降、焊缝成形变坏,出现气孔、夹渣等缺陷。为此,焊前应将焊丝、焊缝接口及其20mm之内的近缝区,进行严格的清理,除去油污、尘埃及氧化膜。
(1)除油污、尘埃:用有机溶剂汽油、丙酮、三氯乙烯、四氯化碳等清洗。也可用专用化学溶剂清洗。表5-3是清洗铝及其合金的专用溶剂配方及清洗规范。
表5-3 铝及其合金除油清洗剂配方及清洗规范

(2)除氧化膜:机械清理可用铜丝刷、不锈钢丝刷清理焊缝区,对于钢焊件还可以用砂布轮、砂布打磨,对于铝等软合金焊件也可以用刮刀清理氧化膜。这些机械方法适用于大型的生产周期较长的工件,或化学清理后又局部污染的工件。化学清理是用化学反应除去氧化膜,可用于焊件和焊丝清理。清洗的溶液成分和清洗规范因材料不同而不同,表5-4是铝及铝合金的清洗溶液及规范。
表5-4 铝及铝合金去除氧化膜的清洗方法
