钨极氩弧焊设备
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第193页(3567字)
1.钨极氩弧焊系统的组成
图5-12是手工钨极氩弧焊系统组成示意图。它由电源1、控制箱2(控制箱内装有引弧、稳弧及焊接程序控制器)、焊枪11、供气系统(氩气瓶3、减压阀4、流量计5和水冷系统进水管9、出水管10等)组成。
2.NSA-500-1型焊机简介

图5-12 手工氩弧焊设备系统示意图
1.焊接电源 2.控制箱 3.氩气瓶 4.减压阀 5.流量计 6.焊接电缆 7.控制线 8.氩气管 9.进水管 1O.出水管 11.焊枪 12.工件
这种焊机主要用于铝镁及其合金的焊接。配用BX3-1-500型动圈式弧焊变压器为焊接电源。为适于氩弧焊需要在控制箱内装有隔直电容、脉冲引弧器、脉冲稳弧器、交流接触器、延时继电器、电磁气阀等。面板上装有电流电压表、电源水源指示灯、气流检测和粗调气体延时开关等。配有500A、380A、150A三种型号的焊枪。NSA-500-1型焊机的工作原理见图5-13。
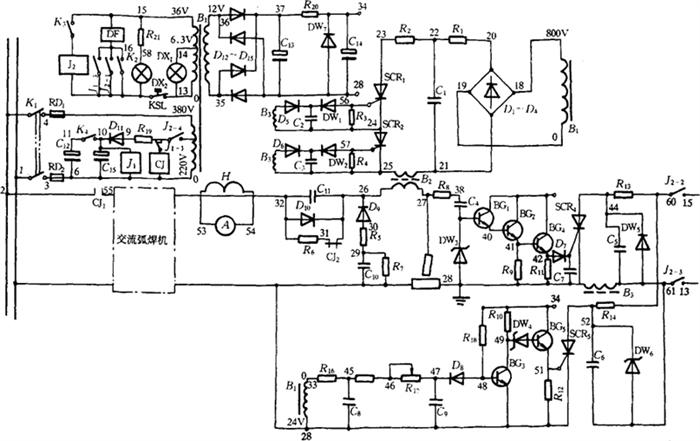
图5-13 NSA-500-1型钨极手工氩弧焊机电路原理图
(1)焊接主电路:弧焊变压器向电弧供电。脉冲变压器B2的次级绕组,将引弧和稳弧脉冲叠加在电弧两极之间。高压脉冲傍路电路由D9、R5、R7、C10组成。D9只允许正向脉冲通过,可防止脉冲电流产生振荡,提高引弧可靠性。C10防止低频电流通过。R7是C10的放电电阻,R5保护D9。消除直流分量电路由C11、D10、R6组成。D10保证引弧电压不下降,R6停机时使C11放电,防止带电危险。
(2)高频脉冲发生电路:由控制变压器B1次级获800V电压,经D1-D4整流、R1、C1滤波可得到1120V左右高压,当SCR1、SCR2同时打开时,C1通过B2放电,在B2次级产生2~3kV的高压高频脉冲。高频脉冲加在工件和钨极之间起引弧或稳弧作用。
(3)引弧电路:图5-13右下方,控制信号取自变压器B1次级24V绕组,经R18、C5和R15、R17、C9移相90°后,通过BG3、BG5使SCR5导通,C6向B3放电,B3次级脉冲使SCR1、SCR2开通,在B2次级产生一高压引弧脉冲,此时正处在焊接空载电压负半波极大值,在负半波极大值的基础上叠加一个高压脉冲,起到了引弧作用。
(4)稳弧电路:图5-13中右方,控制信号取自电弧电压,经R8、C4、DW3衰减后,通过BG1、BG2、BG4使SCR44导通,C5向B3放电,B3的次级脉冲使SCR1、SCR2开通,在B2次级产生一高压稳弧脉冲,此时正处在焊件由正极性向负极性转变,焊接电流过零的瞬间。起到了稳弧作用。
该电路设计能保证空载时,只有引弧脉冲,而不产生稳弧脉冲,电弧一旦引燃,即产生稳弧脉冲,而引弧脉冲自动消失。原因是空载时,钨极与工件之间是焊接电源空载电压,与向C5充电的36V电压同相位,当SCR4导通时,C5尚未充电,故稳弧脉冲触发电路空载时不起作用。引弧后钨极与工件之间为电弧电压,比空载电压滞后70°左右,当SCR4触发时,C5已充上了足够的电压,故可以通过B3放电,使SCR1、SCR2导通,产生高压稳弧脉冲。但引弧后虽然在电源电压处在90°时,可以产生引弧脉冲触发信号,但由于C1刚放完电,还没来得及充上足够的电压,不可能再产生足够高的引弧脉冲。
3.钨极氩弧焊机的技术参数
表5-21 典型通用钨极氩弧焊机技术数据


表5-22 脉冲直流钨极氩弧焊机技术数据
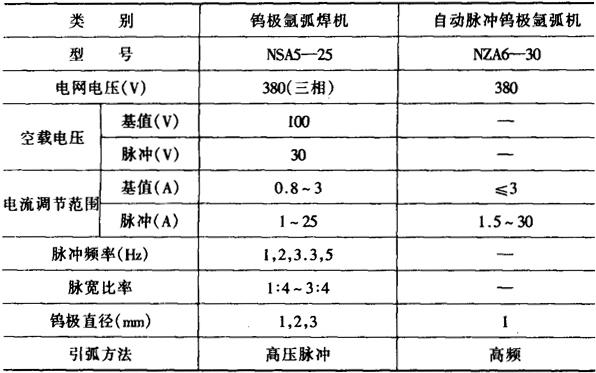

表5-23 钨极氩弧点焊机技术数据

表5-24 全位置管子对接专用直流钨极氩弧焊机技术数据


表5-25 管-管板专用脉冲氩弧焊机技术数据


①NZA4-250配有四种焊枪,可分别进行管-管板端面水平焊接、端面横向焊接和全位置内孔焊接。
4.TIG焊焊枪
(1)TIG焊焊枪的作用与要求:钨极氩弧焊枪有夹持钨极、传导电流和输送保护气体的作用,要求有良好的导电性,喷嘴与钨极之间有良好的绝缘,防止喷嘴带电与工件打弧。保证保护气体按要求的状态流动,即形成层流,提高保护效果,为此应尽量扩大喷嘴上部空间,作为缓冲室以降低气流的初速。喷嘴下部为断面不变的圆柱形,喷嘴通道越长近壁层流越厚,保护效果越好;通道内径越大,保护范围越宽。通道长度L0、内径DN和钨极直径dW之间的关系为:DN=(2.5~3.5)dw,L0=(1.4~1.6)DN+(7~9)mm。有时在通道中加多孔隔板或多层铜丝网是为了限制气体横向流动,更好地形成层流。多孔板或铜丝网即是所谓的气筛或称气体透镜。喷嘴有陶瓷喷嘴,用于300A以下,紫铜喷嘴用于500A以下,石英喷嘴电弧可见度提高,但造价较高。
(2)TIG焊枪结构:要求结构紧凑,便于维修,具有良好的可达性。图5-14是PQ1-150水冷式焊枪结构图。
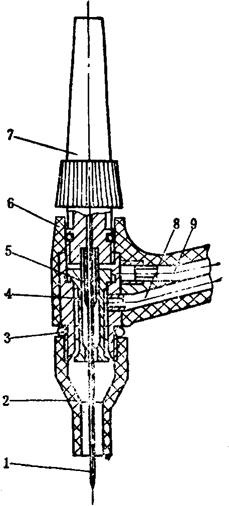
图5-14 PQ1-150水冷式焊枪结构图
1-钨极 2-陶瓷喷嘴 3-密封环 4-轧头套 5-电极轧头 6-枪体塑料压制件 7-绝缘帽 8-进气管 9-冷却水管
(3)PQ1型手工钨极氩弧焊枪技术数据
表5-26 PQ1型手工钨极氩弧焊焊枪技术数据

5.TIG焊供气系统
(1)供气系统的组成:如图5-15所示。

图5-15 TIG焊供气系统示意图
1-高压气瓶 2-减压阀 3-流量计 4-电磁气阀
(2)流量计刻度的标定:浮子流量计刻度读数每分钟多少升,是用空气标定的。所以测量其他气体流量时,实际流量应按刻度读数进行换算,换算的公式如下:
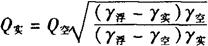
式中 Q实——被测气体的实际流量(L/min);
Q空——浮子流量计的读数(L/min);
γ浮——浮子材料密度(g/cm3);
γ实——被测气体的密度(g/cm3);
γ空——原标定的空气密度(g/cm3)。
(3)不同气体规定的气瓶颜色
表5-27 不同气体的气瓶颜色规定

6.冷却系统
焊机本身多采用风扇冷却。焊枪采用空冷或水冷。许用电流小于100A的焊枪采用空冷。许用电流大于100A的焊枪采用水冷。为减轻电缆重量,将焊接电缆装入冷却水管中做成水冷电缆。为确保水路畅通,装水压开关,保证有足够的冷却水流量时,焊机才能起动工作。