焊接电弧的形成
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第628页(1996字)
正、负电极之间气体中有带电粒子时,带电粒子在电场作用下,产生气体放电现象。气体放电的伏安特性如图11-1所示。当放电电流足够大时,就形成了电弧放电。电弧放电将电场能量转换成热能、机械能、光能,用于加热、熔化金属进行焊接,这就是焊接电弧。焊接电弧产生的先决条件是在正、负极之间有足够的电场强度和电极间气体中有足够的带电粒子。气体电离、电极电子发射能够产生大量的带电粒子。要维持过程稳定,同时还伴有解离、激励、回复、扩散、复合、负离子产生等。
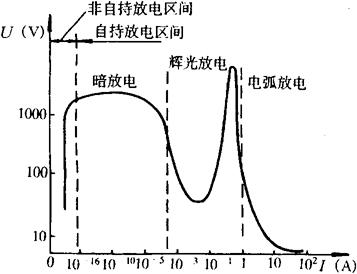
图11-1 气体放电的伏安特性
1.电离与激发
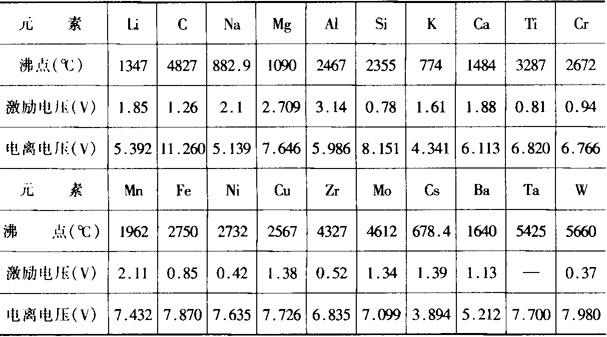
中性分子、原子吸收外来能量失掉电子,成为正离子称为电离。失去第一个电子所需要的最小能量称为第一电离能,以电子伏特表示。若以伏特表示则为电离电压。根据电离的能源不同,分为热电离、电场电离和光电离三类。若原子、分子吸收的能量不足以发生电离,而仅使电子从低能级转移到高能级轨道则称为激发。正离子吸收电子或与负离子结合成为中性粒子称为解离或复合。电子从高能级跳回到低能级轨道称为回复,回复时放出光子,发出不同波长的光。常见元素的电离电压和最低激励电压见表11-1、表11-2。
表11-1 常见气体的电离电压
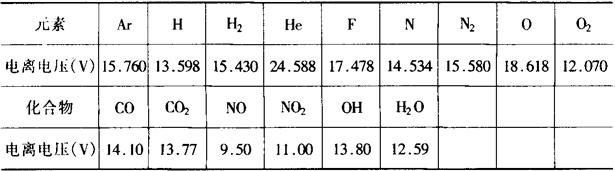
表11-2 常见固体元素沸点及其蒸气的最低激励电压和电离电压
2.电子发射
外力作用下电极内的自由电子飞出电极表面称为电子发射。使一个电子从电极表面飞出的能量称为逸出功,单位为电子伏特(eV),因为电子电量是一个常数,所以逸出功单位可以用伏特表示。常见材料的逸出功见表11-3。电子发射因吸收的外力不同,分为热发射、电场发射、光发射和粒子碰撞发射四种形式,焊接电弧中的电子发射主要是前两种形式。
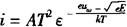
热发射的电子流密度如下式所示:

式中 A——与材料种类、表面状态有关的常数。
T——电极表面温度。
e——电子的电荷。
k——玻尔兹曼常数。
ε——自然对数的底。
Uw——逸出功。
由上式可见,电极表面温度T越高发射的电子流密度越大。但温度高低受材料沸点的限制。如用钨或碳做电极时,电极表面温度可以达到3500℃以上。热发射的电子流密度很大,称为热阴极电弧。若用低沸点材料如铜、铝做电极,热发射的电子流密度就很小,称冷阴极电弧。冷阴极电弧必须用其他方式补充发射电子。
电场发射的电子流密度i通常按下式计算:
式中 E——电场强度(V/cm)。
其他符号意义与热发射电子流密度计算公式中的相同。
表11-3 常见元素及复合电极材料的逸出功

3.负离子的形成
电弧中气体分子、原子吸收一个电子成为负离子。中性粒子吸收电子成为负离子,其内能减少,减少的数值称为亲和能。亲和能大的元素,如卤族元素,大量吸收电子变成负离子,负离子导电作用远不如电子,所以亲和能大的元素大量存在对电弧稳定性不利。表11-4是几种元素的亲和能。
表11-4 几种元素的亲和能

4.带电粒子的复合与扩散
电弧空间带电粒子:正离子、负离子、电子,在一定条件下相遇而互相结合成中性粒子的过程称为复合。复合时将电离能和动能以辐射能或热能形式放出。复合过程主要在温度较低的部位或电弧温度下降时发生。由于负离子体积较大与正离子接触机会多,易形成复合,所以负离子存在不利于电弧稳定。带电粒子由密度高的地方自动向密度低的地方转移称为扩散。