我国低合金钢焊丝和填充丝标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第99页(1413字)
我国气体保护焊用低合金钢焊丝和填充丝标准共有两个,一是GB/T 8110-1995《气体保护焊用碳钢、低合金钢焊丝》,此标准非等效采用ANSI/AWS A5.28。二是GB/T 14958-1994《气体保护焊用钢丝》,此标准取代GB 1300-1977。
我国国家标准GB/T 8110-1995《气体保护电弧焊用碳钢、低合金钢焊丝》规定了碳钢、低合金钢实心焊丝和填充丝的型号分类、技术要求、试验方法、检验规则及包装等内容,它适用于碳钢、低合金钢熔化极气体保护焊用实心焊丝以及钨极气体保护焊和等离子弧焊用填充丝。
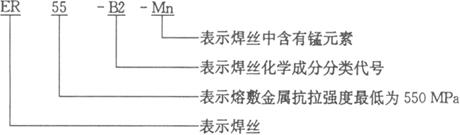
焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。焊丝型号的表示方法为ER××-×,字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划“-”后面的字母或数字表示焊丝化学成分分类代号。如还附有其他化学成分时,直接用元素符号表示,并以短划“-”与前面的数字分开,举例如下:
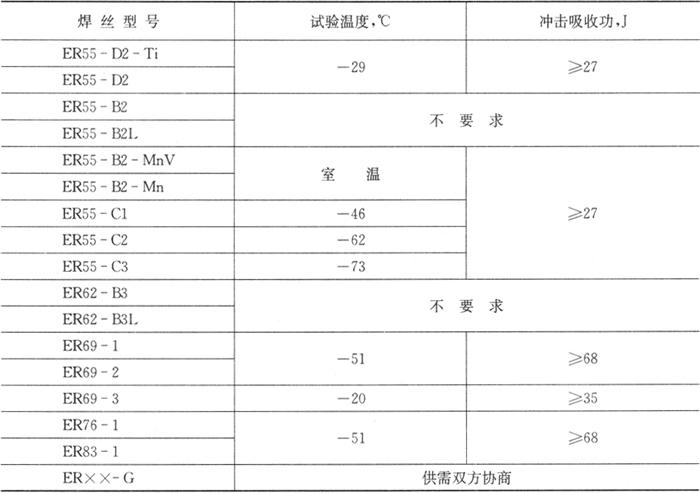
焊丝的化学成分应符合表2.3-1的规定,熔敷金属拉伸试验结果应符合表2.3-2的规定,熔敷金属夏比V型缺口冲击试验结果应符合表2.3-3的规定。在表2.3-2中同时列出了低合金钢焊丝在焊接时所采用的保护气体以及在试验时的热处理状态。
表2.3-1 低合金钢气体保护焊焊丝化学成分(GB/T 8110-1995)
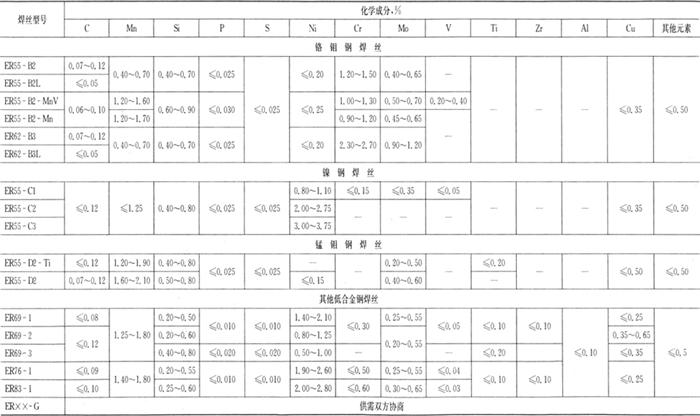
注:①焊丝中铜含量包含镀铜层。
②型号中字母“L”表示含碳量低的焊丝。
表2.3-2 低合金钢气体保护焊焊丝熔敷金属力学性能(GB/T 8110-1995)
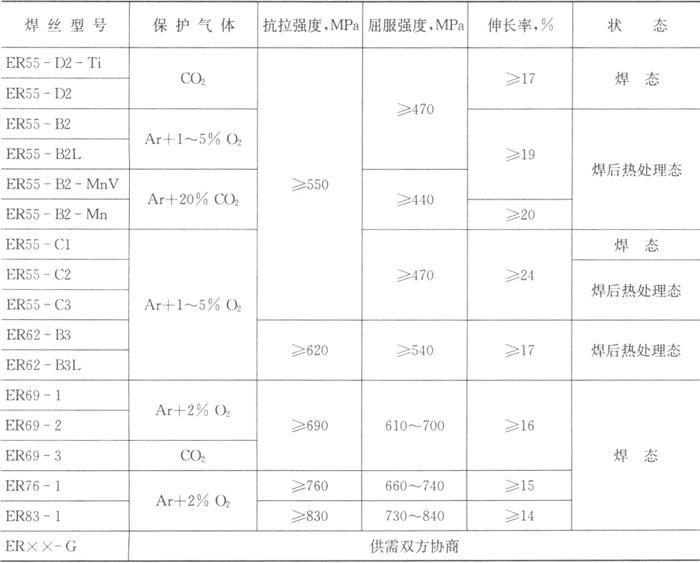
表2.3-3 熔敷金属夏比V型缺口冲击试验(GB/T 8110-1995)
GB/T 14958标准适用于低碳钢、低合金钢和合金钢气体保护焊冷拉钢丝。此标准中的焊丝型号分类不同于GB/T 8110,其焊丝型号编制方法如下:字母“H”表示焊丝;H后面的两位数字表示碳的含量;后面的字母和数字表示焊丝中所含的化学元素和含量。标准中的H08MnSi、H08Mn2Si、H08Mn2SiA为规定正式使用的钢丝牌号。H11MnSi、H11Mn2SiA为推荐使用的钢丝牌号,用户可视需要选用。
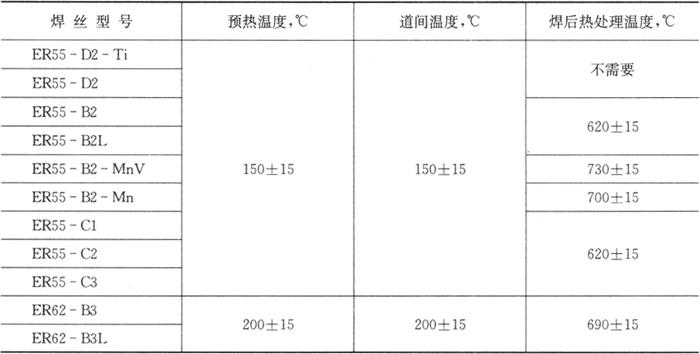
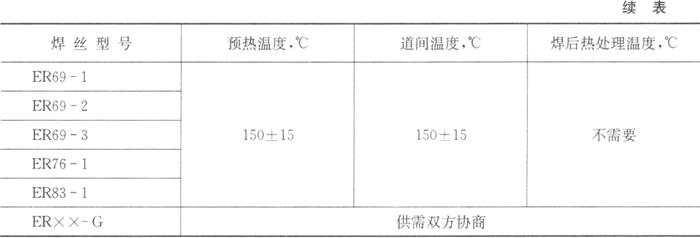
由于本章仅涉及低合金钢焊丝和填充丝,故在表2.3-1、表2.3-2和表2.3-3中仅取用了GB/T 8110-1995标准中的低合金钢焊丝部分,碳钢部分(包括ER49-1至ER50-7)在第1章中已有论述,故在本章中不再重复。低合金钢焊接时的预热和道间温度以及焊后热处理温度列于表2.3-4。
表2.3-4 预热、道间和焊后热处理温度(GB/T 8110-1995)