铸件砂眼、缺陷的修复
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第554页(584字)
机械工业中的铸件,常在铸造过程中出现砂眼或缺陷,从而造成报废.采用焊接修补,工艺复杂,焊接高温往往会导致铸件变形.而采用胶接,则能取得良好的效果.砂眼和缺陷存在于铸件表面,只影响外观,不影响强度与功能的铸件的修复,只需简单地采用将胶粘剂挤压进砂眼或缺陷的方式即可.但对要求修补部位与金属有相似强度的铸件,则应采用镶粘金属块的方法.如图8-10所示.
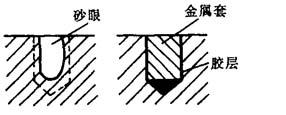
图8-10 镶粘金属块法修复铸件砂眼或缺陷
胶接工艺如下
(1)将砂眼或缺陷部位钻孔或铣孔;
(2)另外加工一个与之匹配的金属塞,配合间隙0.1~0.3mm,表面粗糙度Ra为50即可;
(3)对孔与金属塞进行清洗脱脂;
(4)采用室温固化型环氧树脂胶粘剂或无机胶粘剂,对孔与金属塞分别涂敷胶粘剂;
(5)将金属塞塞入孔中;
(6)固化.