研磨与抛光
出处:按学科分类—工业技术 江苏科学技术出版社《模具工实用技术手册第2版》第592页(1827字)
(一)研磨
1.研具、研磨剂
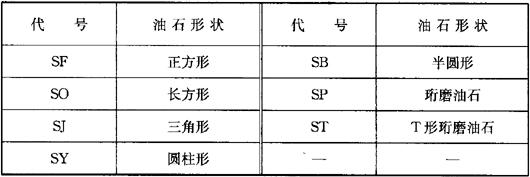
(1)油石
模具加工中常用的研具是油石,见表5.2-13。
表5.2-13 油石
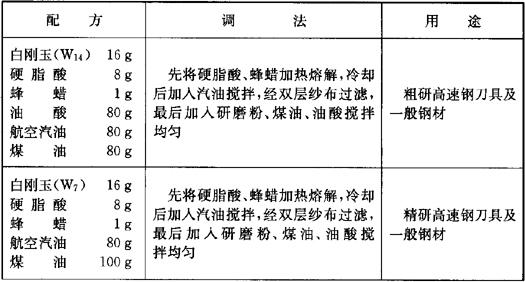
(2)研磨剂
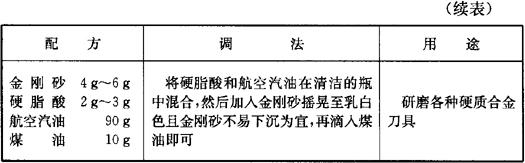
研磨剂分液态研磨剂和固态研磨剂两类。常用的液态研磨剂配方,见表5.2-14。
表5.2-14 常用液态研磨剂配方
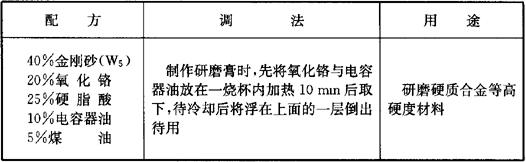
固态研磨剂即研磨膏,常用的是合成钻石研磨膏的配方,见表5.2-15。
表5.2-15 合成钻石研磨膏的配方
一般工厂可选用成品研磨膏。成品研磨膏分粗、中、细三种,根据模具精度要求选用。
2.研磨方法
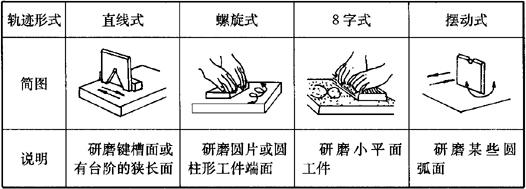
(1)手工研磨运动轨迹的形式(表5.2-16)
表5.2-16 手工研磨运动轨迹的形式
(2)研磨压力、速度
研磨压力与速度对研磨效果有明显的影响。在一定范围内,研磨压力与效率成正比。一般手工粗研磨压力为1MPa~2MPa,精研磨压力为0.2MPa~0.5MPa。粗研磨往复速度为50次/分~60次/分,精研磨往复速度为20次/分~30次/分。
(3)研磨余量
从三个方面考虑决定:
①面积大、形状复杂、精度要求高的零件,应取较大的余量。
②预加工质量高,应取较小的余量;否则取较大的余量。
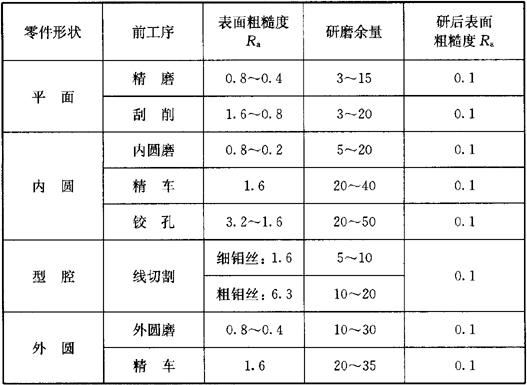
③双面、多面、位置精度要求很高的零件及不同加工方式,应根据具体情况选择研磨余量,见表5.2-17。
表5.2-17 研磨余量 (μm)
3.常见问题及预防
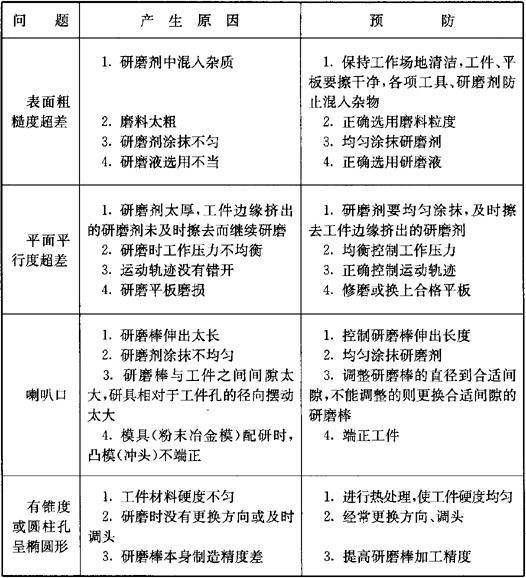
研磨中常见问题形式、原因、预防见表5.2-18。
表5.2-18 常见问题及预防
(二)抛光
模具制造中,为了降低表面粗糙度,一般在机械加工后对模具零件进行抛光。
1.抛光前对加工零件的要求
(1)预抛光零件,表面粗糙度值应小于Ra3.2μm~1.6μm。
(2)零件在抛光前应留有0.1mm~0.12mm的抛光余量。
2.抛光用工具、材料(表5.2-19)
表5.2-19 抛光用工具、材料
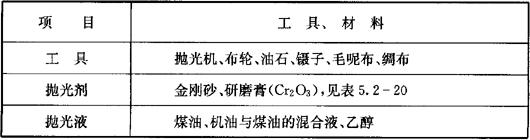
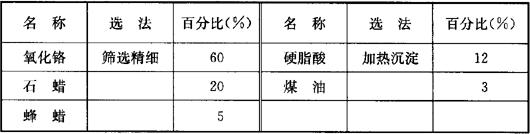
表5.2-20 抛光用研磨膏配方
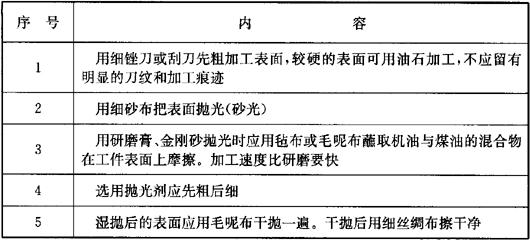
3.抛光工艺(表5.2-21)
表5.2-21 抛光工艺
4.注意事项
(1)抛光时,用研磨加工的操作方法进行。
(2)前道抛光工序完成后,必须擦干净。
(3)复杂的表面抛光,应用乙醇作抛光液。