板厚处理
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第160页(5551字)
展开图都是假设按构件的板厚为零时的放样图绘制的,但是生产中实际构件的板料都有一定的厚度。板料较薄时如果略去板料厚度,对于展开图产生的影响较小,所得构件的误差可以控制在工程允许的公差范围内。当板料较厚时,则必须按一定的规律来处理板料的厚度,消除它的影响。
任何一个构件的制作,其加工材料均有一定的厚度,即材料的里皮、外皮和料厚中心层。当板厚大于1.5mm时,在不同的情况下板厚对构件尺寸及形状会产生一定的影响。为消除板厚对构件尺寸和形状的影响,必须采取相应的处理措施,这些处理措施的实施过程称为板厚处理。
1.板料弯曲中性层位置的确定
当板料弯曲时,外层材料受拉而伸长,内层材料受压而缩短,在伸长与缩短之间存在着一个长度保持不变的纤维层,称为中性层。
(1)断面形状为曲线形构件的板厚处理
从构件断面角度剖析,构件的形状决定于它的正断面,正断面形状不同,板厚处理也就不同。如图3-35(a)所示为一圆管,在平板弯曲过程中,圆管的外层受拉而伸长,内层受压而缩短,唯有中性层既不伸长也不缩短,等于平板原有的长度。因此,圆管的展开长度应等于中性层的长度。即以圆管构件的中性层长度为准。如图3-35(b)所示为圆管的板厚处理。
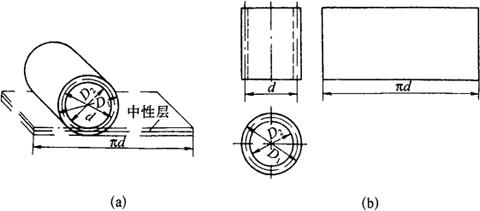
图3-35 圆管的板厚处理
(a)圆管的中性层;(b)圆管经板厚处理的展开图
在塑性弯曲过程中,中性层的位置与弯曲半径r和t的比值有关。当 时,中性层近于板厚正中,即与板料中心层重合。若
时,中性层近于板厚正中,即与板料中心层重合。若 时,中性层的位置靠近弯曲中心的内侧,如图3-36所示,而相对弯曲半径
时,中性层的位置靠近弯曲中心的内侧,如图3-36所示,而相对弯曲半径 愈小,即变形程度愈大,则中性层离弯板内侧愈近,这是由于塑性弯曲时,弯板厚度变薄,其断面产生畸变的缘故。
愈小,即变形程度愈大,则中性层离弯板内侧愈近,这是由于塑性弯曲时,弯板厚度变薄,其断面产生畸变的缘故。

图3-36 圆弧弯板的中性层
(2)断面为折线形状的构件的板厚处理
板料弯折成折线形状时的变形与弯曲成弧状的变形是不一样的。如图3-37所示为断面是方形的直管,板料仅在角点处发生急剧弯折,在折曲成形时里皮四边长度不变,因此,方管放样长度应以里皮为准。

图3-37 方管的板厚处理
如果方管是由四块板料拼焊而成,则因拼接的情况不同而又有不同的板厚处理。例如相对的两块板料夹住另外两块板料时,则相邻两板的下料宽度便有所不同,一块应按里皮下料,一块应按外皮或厚度中心下料。这也说明,在实际生产中,必须视具体情况灵活恰当地处理板厚问题。
矩形断面构件的展开料长度一般按里皮长度为准的原则,这一原则也适用于其他呈任意角度的折线形断面构件。如图3-38所示,折弯件的展开料长度以里皮为准。

图3-38 折弯件的板厚处理
2.单件的板厚处理
单件的板厚处理主要考虑展开长度及制件的高度。
(1)圆锥管的板厚处理
圆锥管的展开图为一扇形。厚板制成的圆锥管,展开弧长取以大端中性层为直径的圆周长度。为确保制件高度尺寸符合图样要求,展开半径取中性层的圆锥母线长。如图3-39(a)所示为正截头圆锥管,已知尺寸为D0、d3、t及h0,经板厚处理得D2、d2、r及c1。图3-39(b)为处理后的放样图。
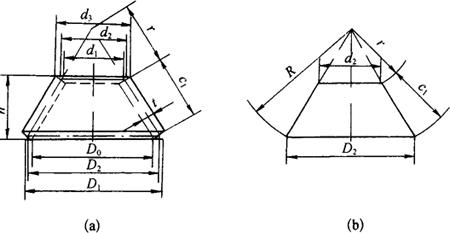
图3-39 圆锥管的板厚处理
(a)实样图;(b)放样图
(2)圆方过渡接头的板厚处理
如图3-40所示为圆方过渡接头,也叫天圆地方。它的几何形状具有三管即圆管、方管、圆锥管的综合特征。因此,它的板厚应按圆、方、锥三管板厚处理的方法进行。顶口按圆管处理,以中性层(一般为中心层)直径d为准确定其展开周长;底口按方管处理,以里口四边长作展开。为保证构件的高度尺寸,放样图的高度应取上下口中性层的垂直距离h。图3-40(b)为圆方过渡接头经过板厚处理的放样图。按放样图的尺寸作出展开图,落料成形,便可符合图样要求。

(a)

(b)
图3-40 圆方过渡接头的板厚处理
(a)实样图;(b)放样图
3.相贯件的板厚处理
相贯件的板厚处理,除应解决各形体展开尺寸的问题外,着重应处理好形体相贯的接口线。
(1)等径直角弯头的板厚处理
以厚板制成的两节等径直角弯头,若不经过板厚处理,两管拼接时接口处就会产生轴线外部是里皮接触,轴线内中是外皮接触,中部有较大的间隙,即缺肉的现象。且板越厚则间隙越大,同时两管轴线交角及管长也都相应地发生变化,如图3-41(a)所示。如不进行板厚处理就不能保证构件的尺寸要求。
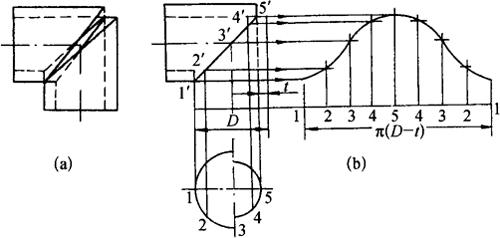
图3-41 等径直角弯头的板厚处理
(a)没经板厚处理;(b)经板厚处理后作展开
通过上述分析不难看出,圆管弯头的板厚处理,应分别从断面的内、外圆引素线作展开。即两管里皮接触部分,以圆管里皮高度为准由断面的内圆引素线,外皮接触部分以圆管外皮高度为准从断面的外圆引素线,中间则取圆管的板厚中心层高度。具体作法为:
①用已知尺寸画出两节弯头的主视图和断面图,如图3-41(b)所示。
②四等分内上断面半圆周,等分点为1、2、3、4、5。由等分点引上垂线,得到与结合线的交点1′~5′。
③作展开。在主视图底口延长线上截取1-1等于π(Dt),并作八等分。由等分点引上垂线,与由结合线各点向右所引水平线对应交点连成光滑曲线,便得到弯头展开图。
(2)异径直交三通管的板厚处理
如图3-42所示为异径直交三通管。在考虑板厚时,由左视图可知支管的里皮和主管的外皮相接触,故支管展开图中各素线长以里皮高度为准。主管孔的展开长度应以主管接触部分的中性层尺寸为准,大小圆管的展开长度均按各管的平均直径计算。

图3-42 异径直交三通管的板厚处理
4.构件接口的板厚处理
当曲面板的厚度为零时,两板间的结合线只有一条。厚度不等于零时,若按材料里皮、外皮组合,总共能产生四条结合线。当然,根据构件上两板的实际衔接关系,真正接触的实际结合线只有一条。找出这条结合线,并按它绘制放样图和展开图,这便是接口处理的实质内容。
一块板料或由几块板料拼接而成的一块大板料在弯曲后,边与边对接而成的那条缝称为接缝,而构件上两相邻部分对接处的接缝称为接口。
(1)厚板构件接口处铲坡口的板厚处理
厚板构件在接口处铲坡口不仅能改善施工条件,提高焊接强度,还能调整接口处的接触部位。坡口的形状依据构件形状、板料厚度和施工条件的不同,常用的有X形和V形两大类,如图3-43所示。图中X形坡口画出了(a)和(b)两种,V形坡口也只画出了(c)和(d)两种形式。
为简捷说明问题,这里只介绍X形坡口(b)即接触的只有板厚中心层,和V形坡口(d)即板的表皮相接触。对于管件,铲V形坡口后,如果接触的是里皮,那么这时的坡口势必铲去的是外皮,这样的坡口叫外V形坡口。如果铲去里皮而使外皮接触,这样的坡口叫里V形坡口。如图3-43所示是相连的两部分都在同一直线上的情况。假如相连接的两部分不在同一直线上,而成任意角度,上述概念同样有效。

图3-43 X形、V形铲口式样
(a)、(b)X形铲口;(c)、(d)V形铲口
接口处铲坡口的板厚处理方法是比较复杂的。为使问题简化,这里只讨论圆管(圆锥)铲X形坡口和方管(棱锥)铲V形坡口的情况。
①如图3-44所示为90°圆管弯头,铲成X形坡口后,显然为板厚中心层接触,因此在放样图中只画出板厚中心层即可,展开图的高度也按板厚中心层处理。

图3-44 铲X形坡口等径圆管90°弯头的板厚处理
②如图3-45所示为一个任意角度的方管弯头。板厚处理是单面外铲V形坡口,可明显见到接口处为里皮接触,因此放样和作展开图时只要画出里皮的尺寸就行了。

图3-45 任意角度方管弯头的板厚处理
综上所述便可得到关于板厚处理的一个有用规则,即接口处在铲坡口的情况下,放样和作展开图的尺寸要以接触部位的尺寸为准。
(2)薄板构件的咬缝
板厚在1.5mm以下的薄板构件,两块板料的交接处常采用咬缝连接。这种将薄板的边缘相互折转扣合压紧的连接方法,称为咬缝,也叫咬口。
①常见的咬缝种类:常见的咬缝种类就结构而言有单扣、双扣等,就形式而言有立扣、卧扣和角扣等,如图3-46和图3-47所示。

图3-46 咬口形式

图3-47 角接咬口时放加工余量
②构件咬缝折边余量的确定:构件咬缝的加工余量,可根据板厚和结构形式确定。如果以S表示咬缝宽度,则板厚在0.5mm以下的板料,S值等于3~4mm;板厚在0.5~1mm时,S值等于4~6mm。板厚在1mm以上宜采用焊接方法。
如果以n表示咬缝处钢板层数,对于立扣和角扣,如图3-46(a)、(c)所示,立扣n值等于3,角扣n值等于4,折边余量为n×S;对于卧扣来讲,如图3-46(d)所示,其折边余量为(n-1)×S。
③卷边的裕量计算:为了增加薄板构件边缘的刚度和消除毛刺,将构件边缘卷成圆弧的加工方法称为卷边。卷边的形式有空心卷边和夹丝卷边两种。夹丝卷边所用铁丝的直径,一般应为板料厚度的三倍。卷边零件由直线段和弧线段组成,如图3-48所示。直线段为L1和 ,弧线段为270°弧展开。卷边裕量的计算公式如下:
,弧线段为270°弧展开。卷边裕量的计算公式如下:

图3-48 卷边板料的展开尺寸

式中 L——卷边裕量;
d——铁线直径;
L2——弧线段展开长度。
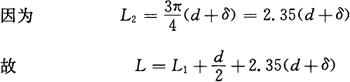
式中 δ——板料厚度。
5.板厚处理的一般原则
①管件的展开长度,凡断面为曲线形时,一律以板厚的中性层展开长度为准;凡断面为折线形时,一律以板的里皮伸直长度为准。
②侧面倾斜的构件高度,在画放样图或展开图时,一律以板厚中心层的高度为准。
③相交构件的放样图高度和展开高度,不论铲坡口或不铲坡口,一律都以接触部位尺寸为准;假如里皮接触则以里皮尺寸为准,中心层接触则以中心层尺寸为准。
④在不铲坡口的板厚处理时,某些构件的接口部分,往往会产生里皮接触或中心层接触,有时是外皮接触现象。此时在放样图上要把相应的接触部位画出来,展开图上各处的高度也相应地取各接触部位的尺寸。