冲裁件结构工艺性
书籍:铆工实用技术手册
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第316页(539字)
①冲裁经济精度IT11~IT10,Ra50~12.5。精密冲裁可达IT7~IT8,Ra1.6~0.4。
②结构要素一般规范,见表4-22~表4-25及图4-24。
表4-22 最小冲通孔尺寸
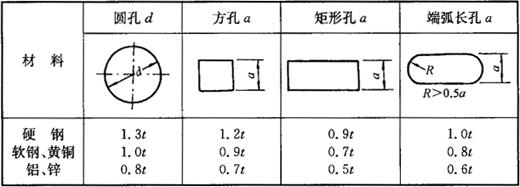
注:t为板厚(mm)。
表4-23 落料件外形上圆角半径的最小值Rmin (mm)

表4-24 落料件悬臂凹槽的最小宽度Bmin (mm)
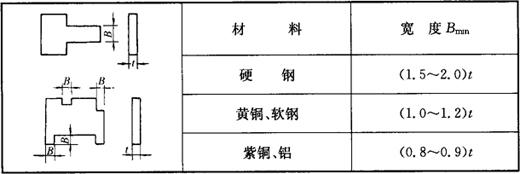
表4-25 自由凸模最小冲孔尺寸 (mm)
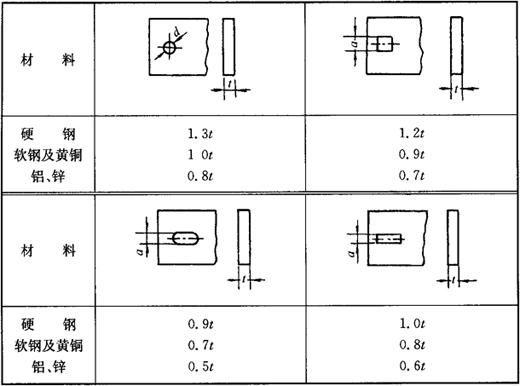
注:如用凸模护套冲孔,最小冲孔尺寸可小1/2。
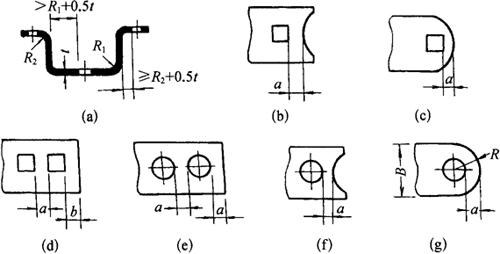
图4-24 孔边距的要求
(a)孔壁距;(b)a≥0.8t;(c)a≥1.3t;(d)a≥t;(e)a≥t;(f)a≥0.7t;(g)a≥1.2t R>0.5B
上一篇:排料(排样)与搭边
下一篇:铆工实用技术手册目录