折边机
出处:按学科分类—工业技术 江苏科学技术出版社《铆工实用技术手册》第346页(4804字)
利用折边机可以弯折各种几何形状的金属箱、柜、盒壳、翼板、肋板、矩形管、U形梁和屏板等薄板制件,以提高结构的强度和刚度。它广泛用于钣金加工。
常用的折边设备按驱动方式分为三类,即机械折弯机、液压折弯机和气动折弯机。机械折弯机又可分为机械式折板机和机械式板料折弯机(或板料折弯压力机)。前者简称为折板机,后者简称为压弯机。前者结构比较简单,适用于简单小型零件的生产;后者结构比较复杂,适用于复杂大中型零件的生产。
1.折板机
按传动方式,折板机有手动和机动两种,一般都使用机动折板机。
机动折板机由床架、传动丝杆、上台面、下台面和折板等组成。
折板机的工作部分是固定在台面和折板上的镶条,其安装情况如图5-8所示。上台面和折板镶条一般是成套的,具有不同角度和弯曲半径,可根据需要选用。

图5-8 折板机上镶条的安装情况
1-上台面;2-上台面镶条;3-折板镶条;4-下台面镶条;5-下台面;6-折板
折板机的操作过程如下:
①升起上台面,将选好的镶条装在台面和折板上。若所弯制零件的弯曲半径比现在镶条稍大时,可加特种垫板,如图5-9所示。这样在工作时,垫板要垫在坯料的下边。

图5-9 镶条的使用情况
1-上台面镶条;2-特种垫板;3-上台面;4-挡板;5-下台面镶条;6-下台面;7-折板;8-折板镶条
②下降上台面,翻起折板至90°角,调整折板与台面的间隙,以适应材料厚度和弯曲半径。为避免折弯时擦伤坯料,间隙应稍大些。
③退回折板,升起上台面,放入的坯料靠紧后挡板。若弯折较窄的零件,或不用挡板时,坯料的弯折线应对准上台面镶条的外缘线。
④下降上台面,压住坯料。
⑤翻转折板,弯折至要求的角度。为得到尺寸准确的零件,应考虑回弹,必须控制好弯折角度。
⑥退回折板,升起上台面,取下零件。
2.机械式板料折弯机
机械式板料折弯机采用曲柄连杆滑块机构,将电动机的旋转运动变为滑块的往复运动。只要传动系统和工作机构具有足够的刚度和精度,就能加工出具有相当高的尺寸重复精度。它的每分钟行程次数较高,维护简单,但体积庞大,制造成本较高,多半用于中小件折弯。
机械式板料折弯机的结构类似于普通开式双柱双点压力机。图5-10是一般的传动系统。工作时,拖板的起落和上下位置的调节,是两个独立的传动系统。拖板位置的调整,是由电动机21,通过齿轮22、20、19、23带动轴25转动,装在轴25上的蜗杆24使连杆螺丝2旋入连杆3内,通过电动机换向,可上下调节拖板位置。拖板的起落是靠电动机13通过皮带轮16、齿轮10、8带动传动轴7转动,通过齿轮6和5带动曲轴4转动,使连杆3带动拖板起落,进行折弯工作。

图5-10 机械式板料折弯机传动系统
1-拖板;2-连杆螺丝;3-连杆;4-曲轴;5、6、8、10-齿轮;7-传动轴;9-止动器;11、12、14、15-变速箱齿轮;13-电动机;16-皮带轮;17-主轴;18-齿轮变速齿条;19、20、22、23-齿轮;21-电动机;24-蜗杆;25-轴;26-工作台
机械式板料折弯机的操作过程如下:
①将拖板降到最低位置,调整拖板的最低点到工作台面的垂直距离(即闭合高度)比上下两弯曲模总高度大20~50mm。
②升起拖板,安装上模和下模。一般先把下模放在工作台上,然后下降拖板再装上模。在安装上模时,从拖板固模槽的一端,一边活动一边往里推至拖板的中间位置,使板料折弯机受力均衡,并用螺钉紧固。
③开动拖板的调整机构,使上模进入下模槽口,并移动下模,使上模顶点的中心线对正下模口的中心线,固定下模。
④升起拖板,按弯曲尺寸调整挡板,如图5-11所示。

图5-11 挡板位置的确定

式中 A——下模侧面至挡板距离(mm);
B——下模槽口宽度(mm);
C——下模侧面至下模槽口边缘的距离(mm);
L——弯曲线至坯料边缘线的距离(mm)。
工作时,一般标出A值,经过试弯作适当调整后确定下来。
⑤按要求调整弯曲角度。根据弯曲角度,选用对应的上、下模,然后只需调整上模进入下模的深度,就很容易达到要求。
3.液压板料折板机
液压板料折板机采用油泵驱动,由于液压系统能在整个行程中对板料施加压力,能在过载时自动卸荷保护,自动化程度高,使用方便,因此液压折板机是一种常用的折弯设备。一般它有两个竖直油缸推动滑块的运动。为防止滑块在运动过程中产生过大的偏斜,设有同步控制系统。
液压折板机有四种结构形式:
(1)液压下传动式
这种结构的折板机,最适合加工金属箱体。它的液压系统一般都安装在底座内(图5-12),这使得它在实施“包围式折弯”,即加工只有一个接头的箱体时不致受到液压装置的阻碍。

图5-12 液压下传动式折板机
这种下传动式折板机上横梁是固定不动的,工作台往上升而完成闭合行程,工件随着工作台一起上升。液压装置在应用单面作用油缸的底座中。工作台依靠自身的重量完成返回行程。因而,这种折板机由于缺少可脱卸的上模,一般不能用来实施各种冲切加工。
这类折板机擅长于加工小规格的材料,与同等规格的其他折板机相比,操作方便、灵巧。
(2)液压上传动式折板机——机械挡块结构
液压上传动式折板机要比下传动式折板机应用范围广得多,从15~2000t压力规格的上传动式折板机都具有精确的控制机构。上传动式折板机采用了能操纵闭合和开启行程的双向作用缸,因而它具备了脱模功能,适用于在额定压力范围内的冲切加工。
在折弯各种角度时,机械挡块结构能精确地控制上模插入下模槽的深度,以得到准确的折弯角度。
挡板装置有两种式样,一种是外装式,另一种是内装式(图5-13)。小吨位折板机采用手动调节,大吨位折板机采用机械调节。调节装置一般采用蜗轮副或圆锥齿轮副。

图5-13 液压上传动式折板机——机械挡块结构
(3)液压机械折板机
图5-14所示为液压机械折板机的结构。它汇集了机械式和液压式折板机的各自优点,特别是在平行度、压力吨位控制和可变行程机构上,更具优越性。

图5-14 液压机械折板机结构
液压机械折板机的滑块由液压系统操纵,具有快速趋近、慢速折弯和控制压力吨位等功能。滑块通过坚固的枢轴结构与机架连接,从而保持了它上下运动的平行性。不再需要安装一个复杂且效果不理想的油缸平衡系统。
“肘杆式折板机”的结构(图5-15)在通过机械装置保持滑块平行度的同时,联动机构还能有力地驱动滑块,以较小规格的油缸产生足够大的工作压力,从而节约了成本。
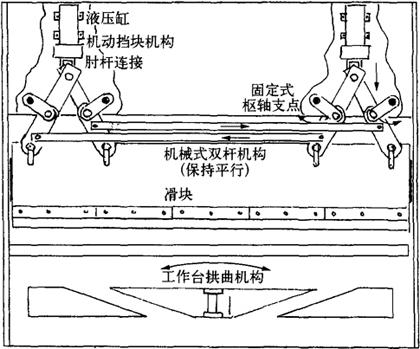
图5-15 肘杆式折板机结构
(4)电子控制液压折板机
电气控制器使液压折板机成了一种可靠性好、调节简单、生产效率高的精密加工设备。
图5-16所示为电子控制折板机结构图。其整体式开关以其瞬时反应的灵敏度及交替控制的可靠性代替了继电器和限位开关。在最新的电子控制折板机上,其控制机构已能与精确度极高、运转速度很快的CNC(计算机数字控制)系统相匹配。

图5-16 电子控制折板机结构
电子控制折板机的主要特点是它能通过输入数据,用电子装置操纵滑块定位,从而达到平行度很高的控制深度,以保证准确的折弯角度。
此系统有一个装在折板机床身两端的扫描装置,它的扫描范围就是模具周围区域。这些扫描头由一个附装在滑块上的电子控制器构成,并随着滑块一起上下运动。
扫描头工作时,通过一个装置把信号传递给液压阀,滑块会立即停止运行。此阀为特殊结构,由控制器操纵,动作反应极为灵敏。
此系统能测量及控制滑块和工作台之间的距离。工作时它不受机架产生挠曲的影响,照样能达到精确测量和控制折弯深度的目的。
由于液压机械折板机滑块的机械联动装置提供了一种正确的模式,每台板料折弯机上只需装一个扫描头,因此降低了电器的成本。表5-9、表5-10、表5-11摘录了部分折板机的参数。
表5-9 板料折弯压力机


表5-10 数控板料折弯压力机


表5-11 双机联动板料折弯压力机
