模具用锻件的制造
书籍:模具工简明实用手册
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第427页(989字)
1.模具用锻件的锻造目的
使材料内部组织细密,碳化物和锻造流线的分布合理,从而达到改善热处理性能和提高使用寿命的效果。
2.锻件的技术条件
①矩形锻件加工余量见表7.1-4。
表7.1-4 矩形锻件加工余量 (mm)
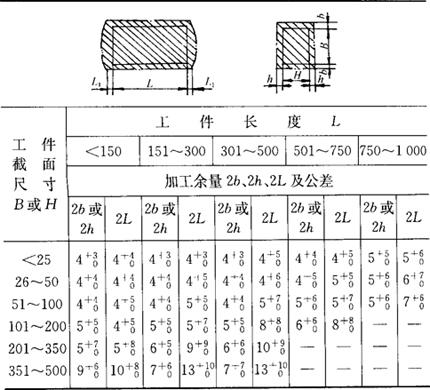
注:1.表列加工余量及公差均不包括锻件的凸面及圆弧。
2.应按H或B的最大截面尺寸选择余量,例如:H=50mm,B=120mm,L=160mm的工件,其H的最小加工余量应按120mm取5mm,而不是按50mm取4mm。
②圆形锻件加工余量见表7.1-5。
表7.1-5 圆形锻件的加工余量 (mm)
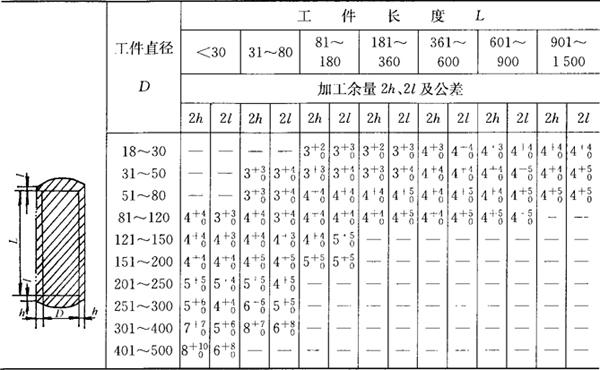
注:1.表列余量均不包括锻件之凸面及圆弧。
2.表列长度方向之余量及公差,不适于锻后再切断的坯料。
③对于模具主要零件,其坯料应采用改锻工艺,即坯料在锻造时经多次镦粗和拔长,以改进锻件致密度,使内部组织均匀,改进其使用性能和力学性能。
④锻件表面不应有裂纹、氧化、脱碳层和锻造不平现象。其尺寸应符合图纸要求,内部不应有夹层现象。
3.锻造工艺要求
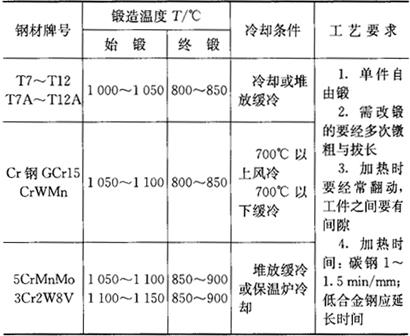
①碳素工具钢和低合金工具钢等的锻造工艺要求见表7.1-6。
表7.1-6 碳素工具钢和低合金工具钢等锻造工艺要求
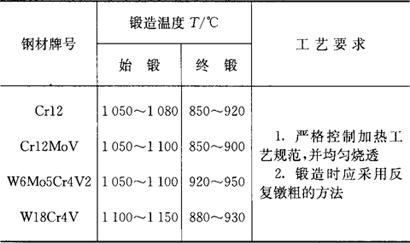
②高铬合金工具钢和高速工具钢的锻造工艺要求见表7.1-7。
表7.1-7 高铬合金工具钢和高速工具钢的锻造工艺要求
上一篇:型材的加工余量
下一篇:模具工简明实用手册目录