常用焊条牌号、型号、特性和用途
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第36页(2714字)
1.结构钢焊条
结构钢焊条的成分、性能和用途列于表2.1-21。
表2.1-21 结构钢焊条


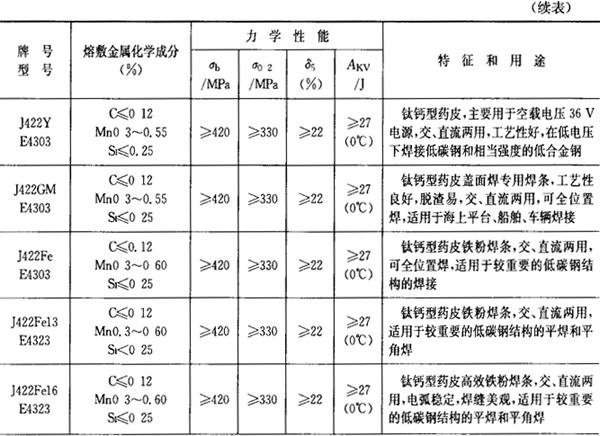



















注:焊条化学成分中硫(S)、磷(P)的常规含量:高效结构钢焊条、碳钢焊条S≤0.035%,P≤0.040%,低合金钢焊条:S≤0.035%,P≤0.035%,若有特殊要求,按技术条件。
2.铬和铬钼耐热钢焊条
铬和铬钼耐热钢焊条的成分、性能和用途列于表2.1-22。
表2.1-22 铬和铬钼耐热钢焊条的成分、性能和用途










注:1.上表中耐热钢焊条,含硫(S)一般为≤0.035%,含磷(P)一般≤0.035%,R517A、R717A:S≤0015%,P≤0.020%。
2.焊前焊件预热温度:R102、R106Fe、R107、R207,90~110℃,R200、R202、R400、R420、R406Fe,160~200℃,R427、R507、R707、R717A、R347,300~400℃;R302、R306Fe、R307,150~250℃,R802、R807、R817,350~400℃;R310、R312、R316Fe、R317、R327、R337、R340、R407、R417Fe,250~300℃。
3.不锈钢焊条
(1)铬不锈钢焊条
铬不锈钢焊条的成分、性能和用途列于表2.1-23。
表2.1-23 铬不锈钢焊条的成分、性能和用途

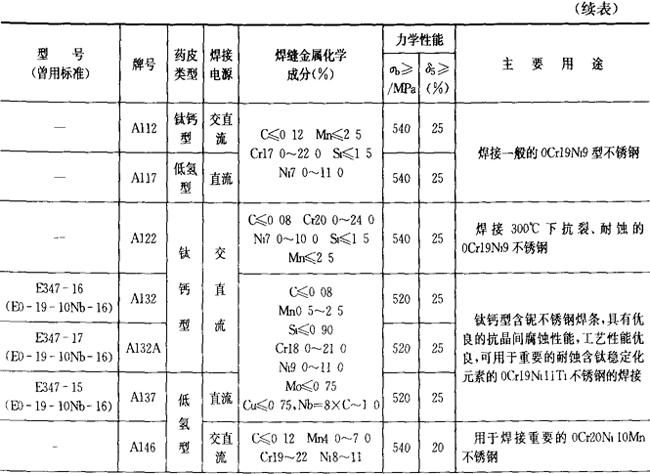
(2)铬镍不锈钢焊条
铬镍不锈钢焊条的成分、性能和用途列于表2.1-24。
表2.1-24 铬镍不锈钢焊条的成分、性能和用途









4.堆焊焊条
堆焊焊条的成分、性能和用途列于表2.1-25。
表2.1-25 常用堆焊焊条



5.铸铁焊条
铸铁焊条型号、牌号和用途列于表2.1-26。
表2.1-26 铸铁焊条


6.铜及铜合金焊条
铜及铜合金焊条的成分、性能和用途列于表2.1-27
表2.1-27 铜及铜合金焊条


注:铜及铜合金焊条的药皮均为低氢型,焊接电源均为直流。
7.铝及铝合金焊条
铝及铝合金焊条的成分、性能和用途列于表2.1-28。
表2.1-28 铝及铝合金焊条


注:铝及铝合金焊条药皮均为盐基型、焊接电源均为直流。