钎料
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第140页(2802字)
钎焊时用的填充金属称为钎料。根据钎料熔化温度高低将钎料分为:
硬钎料(又称难熔钎料),熔点在450℃以上,型号首位为“B”。
软钎料(又称易熔钎料),熔点在450℃以下,型号首位为“S”。
(一)钎料的型号与牌号
1.钎料的型号与牌号
根据GB/T 6208-1995《钎料型号表示方法》标准规定,型号的表示方法如下:
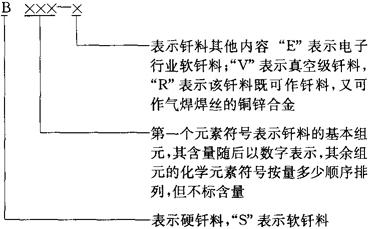
例:BAg72Cu-V为含银72%及Cu的真空级银钎料。
2.钎料的牌号
钎料的牌号(GB6208-1986)表示方法如下:
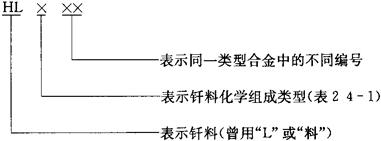
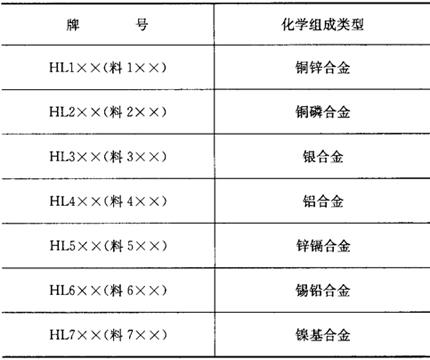
表2.4-1 钎料牌号第一位数字的含义
(二)各种钎料的成分、性能和用途
1.铜锌钎料(GB/T 6418-1993)
表2.4-2为铜锌钎料的成分、性能和用途。
表2.4-2 铜锌钎料的成分、性能及用途


注:表中力学性能供参考,钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物,钎焊时需配以钎剂共同使用。钎焊接头的间隙为0.025~0.1mm。
2.铜磷钎料(GB/T 6418-1993)
表2.4-3为铜磷钎料的成分、性能和用途。
表2.4-3 铜磷钎料的成分、性能和用途




注:表中力学性能供参考;钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物;“AWS”-美国标准。钎焊接头间隙为0.03~0.075mm。
3.银基钎料(GB/T 10046-2000)
表2.4-4为银基钎料的成分、性能和用途。
表2.4-4 银基钎料的成分、性能和用途

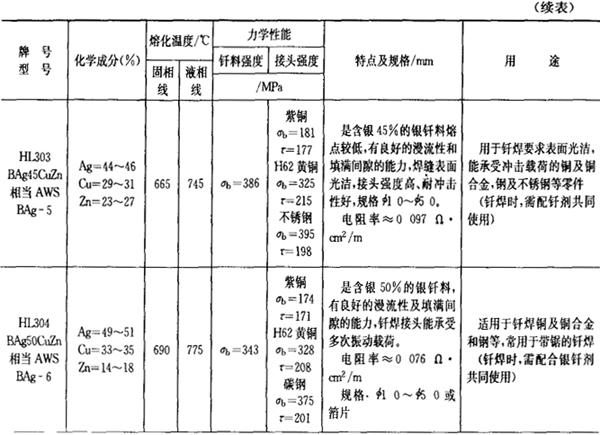





注:1.表中力学性能数据供参考。
2.GB/T 10046-2000标准中增加了三个品种,其型号如下:银铝钎料B-Ag94Al,钎焊温度825~925℃,银铜锡钎料B-Ag60CuSn,钎焊温度720~840℃,银铜锌铟钎料BAg34CuZnIn,钎焊温度740~800℃。
4.铝基钎料(GB/T 13815-1992)
表2.4-5为铝基钎料的成分、性能和用途。
表2.4-5 铝基钎料的成分、性能和用途
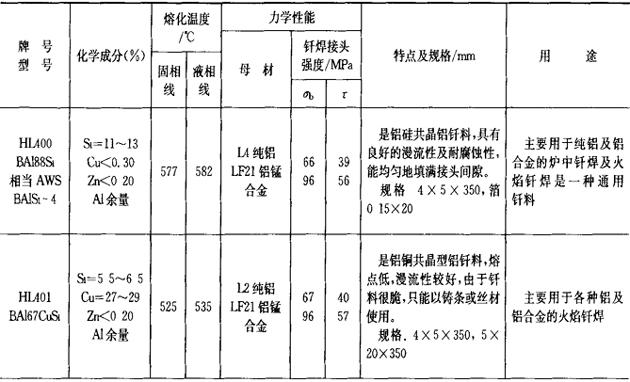
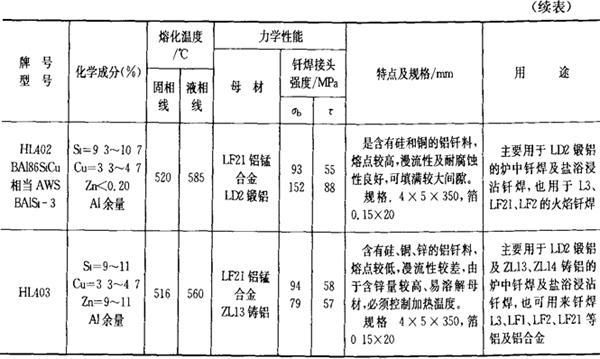
注:1.钎焊时必须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
2.钎焊时必须配合QJ201铝钎剂共同使用。
3.钎焊后必须彻底清除残留的钎剂和残渣。
4.力学性能数据供参考。
5.锌基钎料
表2.4-6为锌基钎料的成分、性能和用途。
表2.4-6 锌基钎料的成分、性能和用途
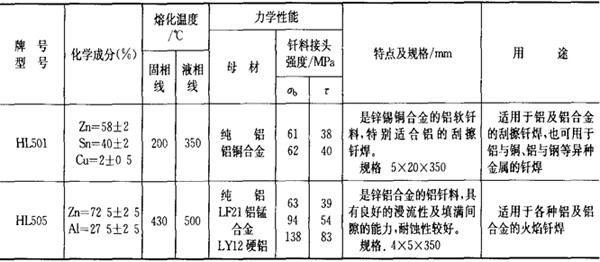
注.1.HL501刮擦钎焊时可不用钎剂,用适当热源把钎焊处加热到400℃后,用钎料端部在接头处进行刮擦,由母材热作用使焊料流布。
2.HL501用于铝与铜、铝与钢钎焊时,必须与QJ203钎剂共同使用。HL505钎焊时,必须配合QJ201铝钎剂共同使用。
3.钎焊前必须清除钎焊处及钎料表面的油脂、氧化物等污物。HL505钎焊后必须彻底清除残留的钎剂及残渣。
6.锡铅钎料
表2.4-7为锡铅钎料的成分、性能和用途。
表2.4-7 锡铅钎料的成分、性能和用途
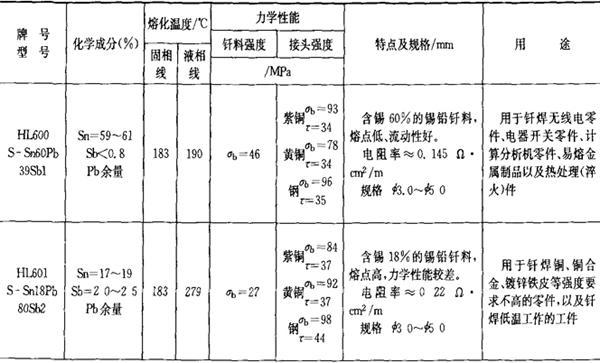
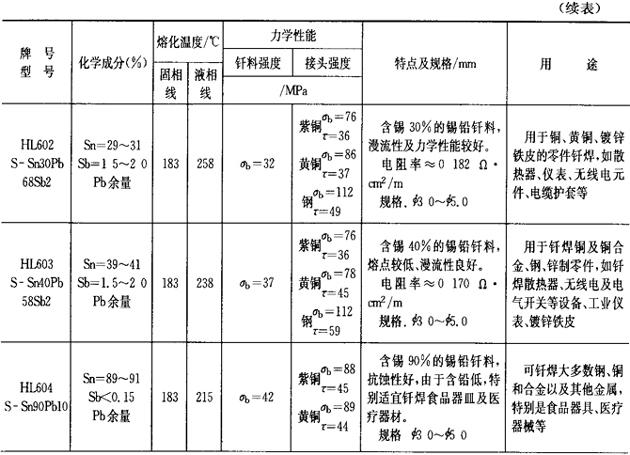
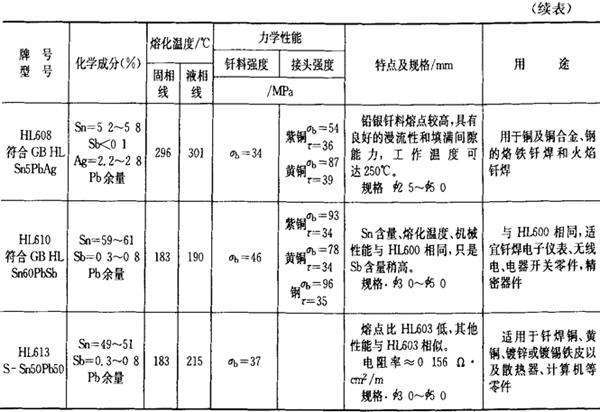
注:力学性能供参考;钎焊前必须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
7.镍基钎料
表2.4-8为镍基钎料的成分、性能和用途。
表2.4-8 镍基钎料的成分、性能和用途
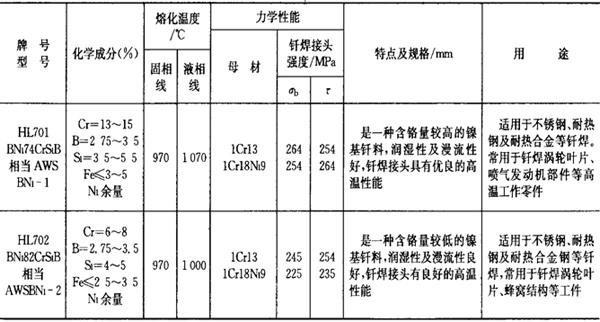
注:力学性能供参考;钎焊前必须严格消除钎焊处的油脂、氧化物等污物;除在真空或保护气氛中钎焊外,须配合钎剂共同使用。