排气
出处:按学科分类—农业科学 中国轻工业出版社《肉类工业手册》第440页(3190字)
(一)排气的目的和效果
1.防止或减轻罐头在高温杀菌时发生变形或损坏
经过排气的罐头,在密封、杀菌、冷却后能获得一定的真空度,以防止或减轻在高温杀菌时罐头发生变形或损坏。高温杀菌时,因罐内食品受热膨胀、水蒸气的产生、罐内空气的膨胀,罐内压力就会急剧增高。若未经排气,则罐内压力就会比罐外压力(即杀菌锅内蒸汽压力)大得多,密封的二重卷封结构就会松弛。甚至产生漏气乃至爆罐而造成废品。经过排气的罐头,虽然在高温杀菌时罐内压力也会增大,但由于减少了空气压力,所以杀菌时罐内压力相对低些。在杀菌冷却之后,一般依靠罐盖膨胀圈的内向应力,能使罐头恢复正常状态。
2.防止罐内好气性细菌和霉菌的繁殖
从各类罐头食品中所检验出的微生物看,以好气性芽孢为最多,因而排除罐内氧气是控制需氧菌生长的重要办法。
3.防止或减轻罐头食品色香味的不良变化
食品暴露在空气中,特别是食品的切断面,极易产生氧化反应,而导致色香味的变化。脂肪含量较高的食品,容易氧化而腐败,变色变味。因此,罐头处于真空状态下,就能降低罐内氧的含量,使食品处于缺氧下保藏,可防止或减轻食品的氧化变质。
4.防止或减轻维生素和其它营养成分的破坏
罐头生产过程中,食品中的维生素的破坏程度在相同条件下与氧气存在与否有很大关系。有氧存在时要比无氧状态下维生素的破坏程度大得多。
5.防止和减轻在贮藏过程中食品对罐内壁的腐蚀
罐头在贮藏过程中,罐内壁常出现腐蚀现象,罐内有氧存在,会使腐蚀加剧。相反,罐内缺氧时,就不易出现铁皮腐蚀或者其程度要轻得多。
(二)罐头排气方法
目前,常用的排气方法有三种:加热排气法、真空封罐排气法和蒸汽喷射排气法。其中真空排气法是发展较快,使用很普遍的方法。加热排气法使用最早,但由于多一道工序,既费劳力,又占用车间面积,同时多一次热处理,对产品的质量也有影响,有时还会产生流胶现象,生产能力又较低,故能用真空排气的产品,应尽量用抽气密封。蒸汽喷射排气法是近几年得到迅速发展的方法。
1.加热排气法
该方法是将装好食品的罐头(未密封)通过蒸气或热水进行加热,或预先将食品加热后趁热装罐,利用罐内食品的膨胀和食品受热时产生的水蒸气,以及罐内存在的空气本身的受热膨胀,而排除空气,排出后立即封罐。经杀菌冷却后,罐内就能形成一定的真空度。目前常用的加热排气法有两种:热装罐法和排气箱加热排气法。
(1)热装罐法 将食品先加热至一定温度后,立即趁热装罐并密封的方法,或者先将食品装入罐内,另将配好的汤汁加热到预定的温度,趁热加入罐内,并立即封罐。
(2)加热排气法 食品装罐后,将经过预封或不预封的罐头送入排气箱内,在预定的排气温度下,经过一定时间的加热,使罐头中心温度达到70~90℃,使食品内部的空气充分外逸。加热排气可以间歇地或连续地进行。间歇式排气只适用于小型罐头厂和试验室。连续式为常用的方法,有齿带式和链带式两种排气箱,目前多采用后者。排气温度应以罐头中心温度为依据。各种罐头的排气温度与时间,根据罐头食品的种类和罐型而定,一般为90~100℃,6~15min,大型罐头或装填紧密、传热效果差的罐头,可延长到20~25min。肉类罐头一般采用高温短时间排气,即100℃/4min排气,但要避免高温加热时可能出现脂肪熔化和析出的现象。
从实际经验看,不带骨的肉类罐头为78~80℃;带骨的肉类罐头为85~90℃;带骨红烧鸭为75~78℃;生盐带骨红烧鸡为78~100℃;水产类为76~80℃。
罐藏容器材料不同,排气温度和时间也不同,铁罐传热快,排气温度可低些,排气时间可短些。玻璃传热慢,排气温度应高些,时间应长些。生装和冷装的罐头,排气温度和时间应相应提高。
2.真空封罐排气法
这种方法是在封罐过程中,利用真空泵将密封室内的空气抽出,形成一定的真空度,当罐头进入封罐机的密封室时,罐内部分空气在真空条件下立即外逸,并立即卷边密封。这种方法可使罐内真空度达到33.3~40kPa以上。
这种排气法主要是依靠真空封罐机来抽气的,目前多采用高速真空封罐机,国内常用的有GT4B2型真空封罐机等。封罐机密封室的真空度,可根据各类罐头的工艺要求、罐内食品的温度等进行调整。
罐头在真空室内的抽气时间很短,所以只能抽掉罐头顶隙内的空气和罐头食品中的一小部分空气。
真空封罐排气法已广泛用于肉类、鱼类及部分果蔬罐头,如午餐肉、油浸鱼类罐头、凤尾鱼罐头等一类固态食品罐头的生产。凡汤汁少、空气含量多的罐头,采用真空排气法的效果好。
这种方法可在短时间内使罐头达到较高的真空度,因此生产效率很高,有的每分钟可达500罐以上,能适应各种罐头食品的排气,对于不宜加热的食品尤其适用;能较好地保存维生素和其它营养成分。真空封罐机体积小、占地少,但这种排气法,不能很好地将食品组织内部和罐头中下部空隙处的空气加以排除;封罐过程中容易产生暴溢现象从而造成净重不足,严重时可能产生瘪罐。
3.蒸汽喷射排气法
这种方法是向罐头顶隙喷射蒸汽,压除顶隙内的空气后立即封罐,依靠顶隙内蒸气的冷凝而获得罐头的真空度。这种方法主要由蒸汽喷射装置来喷射蒸汽;一般是在封罐机六角转头内部或封罐压头顶隙内部喷射蒸汽,喷射蒸汽一直延续到卷封完毕。喷蒸汽封罐装置如图2-13-2所示。喷射的蒸汽具有一定的压力和温度。蒸汽气流必须有效地将顶隙内的空气排除出去,并在罐身和罐盖交接处周围维持规定压力的蒸汽,以防止外界空气侵入罐内。
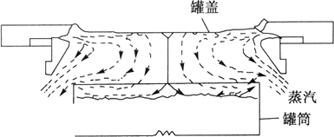
图2-13-2 喷蒸汽封罐装置
采用喷蒸汽排气法时,罐内须留有适当的顶隙。为了保证得到适当的顶隙,可在封罐工序之前,增设一道顶隙调整装置,用机械带动的柱塞将罐头内容物压到预定的高度,并让多余的汤汁从柱塞四周溢出罐外,从而得到预定的顶隙度,溢出的汤汁可过滤回收。生产实验证明,获得合理真空度的最小顶隙为8mm左右。
装罐前,罐内食品温度对喷蒸汽排气封罐后获得的真空度有一定影响。提高密封温度也能获得较高的罐内真空度。所以,为了获得较高的真空度,可将罐头加热后再进行蒸汽喷射排气封罐。