0Cr17Ni7Al(17-7PH)
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第820页(3949字)
(1)钢号简介
0Cr17Ni7Al是一种半奥氏体沉淀硬化不锈钢。此钢具有良好冶金和制造加工工艺性能。由于钢的成分接近于18-8型奥氏体不锈钢,因此在固溶状态下仍保留奥氏体组织,便于加工成形,此时的组织处于亚稳定状态,随后经调整处理和时效可获得所需强度和韧性,其强度水平可达1600MPa。钢中含有17%Cr并含有大量的Ni,使其具有足够的耐蚀性和不锈性,大体上相当和接近于18-8型不锈钢的水平。0Cr17Ni7Al可用于350℃以下长期工作的不锈钢结构件、容器、管道、弹簧、膜片等。鉴于该钢热处理工艺复杂,在全世界范围内有被马氏体时效不锈钢取代的趋势,但目前仍具有广泛应用的领域。
(2)化学成分
0Cr17Ni7Al的化学成分见表5-66。
表5-66 0Cr17Ni7Al钢的化学成分,wt%

(3)室温力学性能
不同标准所规定的0Cr17Ni7Al的室温力学性能标准见表5-67。
表5-67 0Cr17Ni7Al的室温力学性能指标

注:①纵向性能;
②σs;
③随截面尺寸和直径而变化。
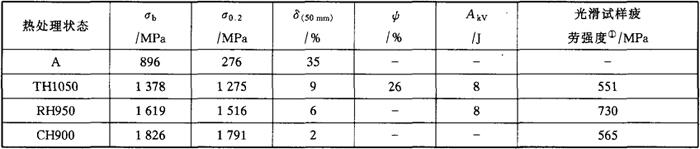
0Cr17Ni7Al的室温力学性能见表5-68,热处理制度对其室温力学性能的影响见图5-15至图5-18。
表5-68 0Cr17Ni7Al薄钢板的室温力学性能

注:①A状态——1050℃,水冷或空冷;
TH1050——1050℃,水冷或空冷,+760℃×15h空冷+565℃×1.5h,空冷;
RH950——1050℃,水冷或空冷,+950℃×10min,空冷+(-73)℃×8h冷处理+510℃×(30-60)min,空冷;
CH900——固溶处理后冷变形+510℃×2h空冷。

图5-15 退火温度对0Cr17Ni7Al室温力学性能的影响(薄板、带、板)

图5-16 马氏体相变处理温度(调整处理温度)和时间对0Cr17Ni7Al室温力学性能的影响
(a)加热90min,冷却至15℃,565℃时效;(b)760℃加热,565℃×1.5h时效

图5-17 奥氏体化温度和时间对0Cr17Ni7Al室温力学性能的影响
(a)加热10分钟空冷,液氮冷至-75℃×8h,560℃×1h时效;
(b)在950℃加热,空冷,-75℃×8h,510℃×1h

图5-18 时效温度和时间对0Cr17Ni7Al室温力学性能的影响
(a)955℃×10min,空冷,-75℃×8h,时效时间为1h;
(b)760℃×1.5h,空冷至时温,水淬至15℃,时效;
(c)760℃×1.5h,空冷至时温,水淬至15℃,565℃时效
(4)疲劳和断裂韧性
0Cr17Ni7Al钢的疲劳性能见表5-69。断裂韧性KIC和应力腐蚀门槛值KISCC见表5-70。
表5-69 0Cr17Ni7Al(薄板)的疲劳强度
注:①旋转梁试验,106~108循环次数。
表5-70 0Cr17Ni7Al的K1c和K1SCC

注:RH——1065℃固溶,空冷,955℃×10min调整处理,-75℃×8h冷处理,在空气中温冷,在510×1h时效(RH950)或在565℃×1h(RH1050);
TH——1065℃固溶,空冷,760×1.5h在1h内冷至16℃,保持30min然后再565℃×1h空冷(TH1050);
①35%NaCl,室温;
②20%NaCl,室温。
(5)高温力学性能
0Cr17Ni7Al高温瞬时拉伸性能见表5-71。
表5-71 0Cr17Ni7Al的高温瞬时拉伸性能

钢的持久强度和蠕变强度见表5-72。
表5-72 0Cr17Ni7Al钢的持久和蠕变强度

(6)低温力学性能
0Cr17Ni7Al的低温冲击和拉伸性能见图5-19和图5-20。
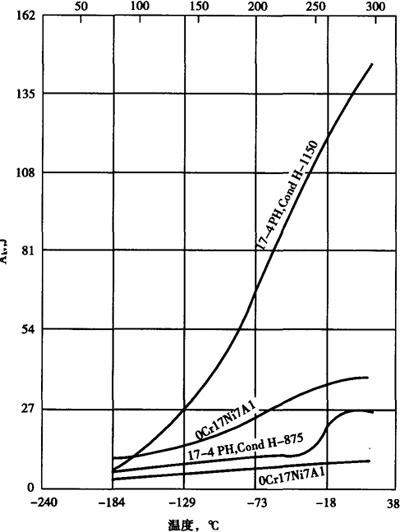
图5-19 0Cr17Ni7Al的低温冲击性能

图5-20 0Cr17Ni7Al(TH1050)的低温拉伸性能
(7)耐蚀性
0Cr17Ni7Al的耐蚀性介于18-8钢和马氏体不锈钢之间,一些耐蚀性数据见表5-73,耐应力腐蚀性能见表5-70。
表5-73 0Cr17Ni7Al的耐蚀性

(8)工艺性能
a.热加工 最高加热温度1150℃,钢坯或钢锭装炉温度不应高于600℃,开始热加工温度1100℃,终加工温度≥950℃,冷却方式为空冷。
b.冷加工 钢的加工硬化倾向较大,在冷轧、冷拉拔或冲压时,宜采用少道次大变形量并增加固溶处理道次。
c.热处理 此钢热处理工艺较复杂,可参照图5-41执行。根据实际需求,可灵活选择热处理工艺,以达到对强度和韧性的要求。
对于薄壁零件,如壳体、筒体等宜采用TH1050工艺,因为这种工艺不需要将已成形的零部件进行高温调整处理,从而避免了部件的氧化和变形。
对于棒材宜选用RH950工艺,使其可获得强度和韧性的最佳配合。
弹性元件采用CH900为宜,此工艺比较简单,利用冷拔或冷扎产品进行成形加工,而后进行低温时效,即可获得满意的产品性能水平。
为了降低缺口敏感性和改善钢的耐应力腐蚀性能,可采用过时效处理工艺,尽管强度水平有所降低,但综合性能得到提高。
d.焊接 0Cr17Ni7Al可进行电弧焊或电阻焊,惰性气体保护焊是最佳工艺方法,可避免氧化和减少铝的烧损,以利提高接头效率。该钢通常在固溶状态下焊接,焊前不必预热,但焊后最好固溶处理,而后按实际需求进行处理。焊缝强度可达到基体强度的94%~100%(见表5-74),充填金属同母材。此钢亦可进行钎焊,焊料为银-锂,在900~940℃氩气下进行焊接,焊后进行时效处理。
表5-74 0Cr17Ni7Al(1.6mm薄板)使用0Cr17Ni7Al焊线TIG焊接的接头室温力学性能
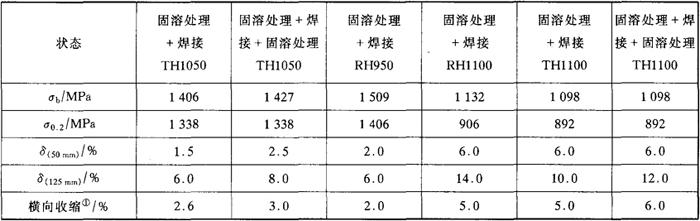
注:①断裂点试样宽度减少百分数。
(9)物理性能
0Cr17Ni7Al的物理性能见表5-75。
表5-75 0Cr17Ni7Al的物理性能

注:①热导率为时效态数据。
(10)应用
在航空工业中用于中温承力件,发动机反推装置构件,阀膜及不锈弹性元件。此外在国外广泛应用航空薄壁结构件、各种容器、导管、阀膜、船轴及压气机盘。在其他领域主要用于不锈、耐蚀高强度结构件,容器,轴类,弹簧等。