埋弧焊用焊丝
书籍:不锈钢实用手册
出处:按学科分类—工业技术 中国科学技术出版社《不锈钢实用手册》第945页(890字)
GB/T17854-1999《埋弧焊用不锈钢焊丝和焊剂》中规定了埋弧焊用不锈钢焊丝的化学成分、尺寸及焊丝表面质量等,并规定焊丝的牌号按YB/T5092。
埋弧焊用不锈钢焊丝的类别、牌号及化学成分见表5-7。埋弧焊用不锈钢焊丝的化学成分与母材成分基本相近,只是焊丝化学成分中铬、镍含量要比母材金属略高,而含碳量低于母材金属。这主要是考虑到焊接过程中合金元素的烧损和提高焊接接头的耐腐蚀性能。焊接铁素体型不锈钢时,可采用H1Cr17焊丝;焊接马氏体型不锈钢时,可采用H1Cr13焊丝;焊接18-8型奥氏体不锈钢时,可采用H0Cr21Ni10焊丝;焊接超低碳18-8型奥氏体不锈钢时,应采用H00Cr21Ni10或H00Cr19Ni12Mo2焊丝。
表5-7 埋弧焊用不锈钢焊丝的类别、牌号及熔炼化学成分
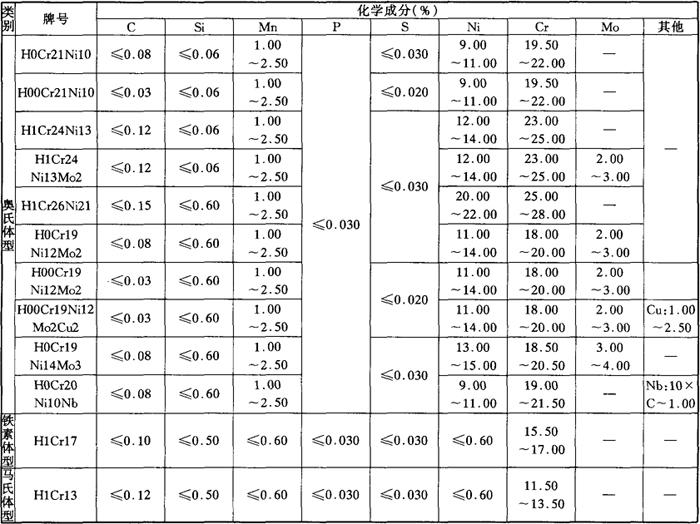
注:根据供需双方协议,也可生产表中牌号以外的焊丝。
埋弧焊时,焊缝化学成分和性能除了由焊丝决定之外,还受到所使用焊剂的影响。为了得到不同的焊缝金属化学成分,可以通过同一种焊剂与几种不同成分的焊丝配合来实现;也可以通过用同一种焊丝与几种不同成分的焊剂配合来实现。另外埋弧焊时焊接电流大,熔深大,母材金属融合比高,故母材金属对焊缝成分也有影响。所以对埋弧焊用焊丝的选择,既要考虑焊剂成分的影响,又要考虑母材金属的影响。
焊丝的尺寸及偏差应符合表5-8规定。焊丝表面应光滑,不得有锈蚀、氧化皮和其他有害于使用的缺陷。但允许有深度不超过直径偏差之半的划伤及不超过直径偏差的局部缺陷,软态钢丝允许有氧化色。
表5-8 埋弧焊用不锈钢焊丝的尺寸(mm)
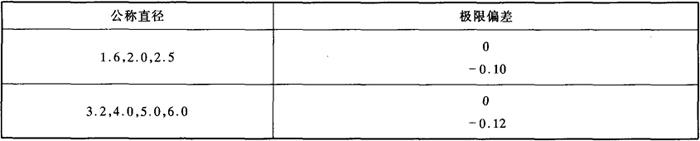
注:根据供需双方协议,也可生产其他尺寸的焊丝。