封袋机
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第581页(6695字)
封袋机是最普遍应用的一种包装机械,国内能生产这类封口机的厂家有近百个,品种比较齐全,基本上可以满足国内市场的需求。最常见的封袋机是塑料袋封口机以及编织袋、纸袋、麻袋、布袋等的缝口机。
1 塑料袋封口机
塑料袋封口机是一类量大面广的封口机械。从封口长度为200mm的小型封口机到封口长度为1200mm的大型封口机,从手压、脚踏封口机到自动连续封口机,从接触式加热的热板、环带、热辊、脉冲、高频封口到非接触式加热的超声波、电磁感应、热风熔焊、辐射熔焊等不同类型的设备均可生产,且产品质量稳定。
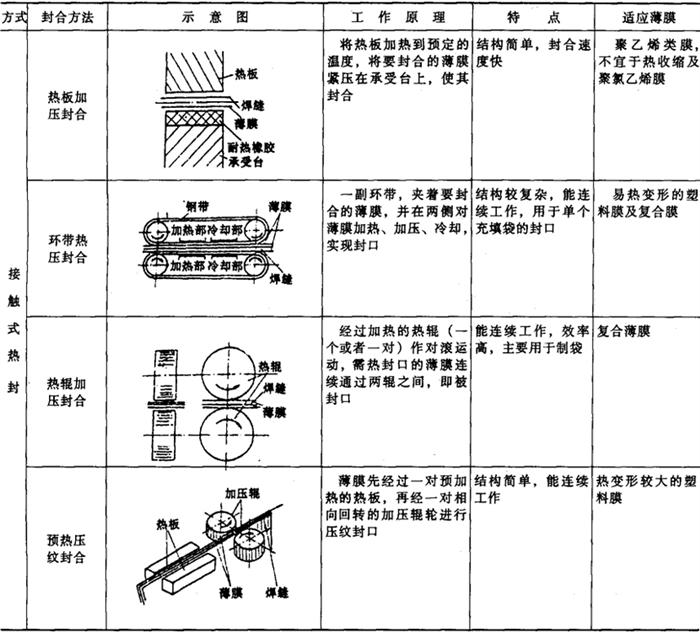
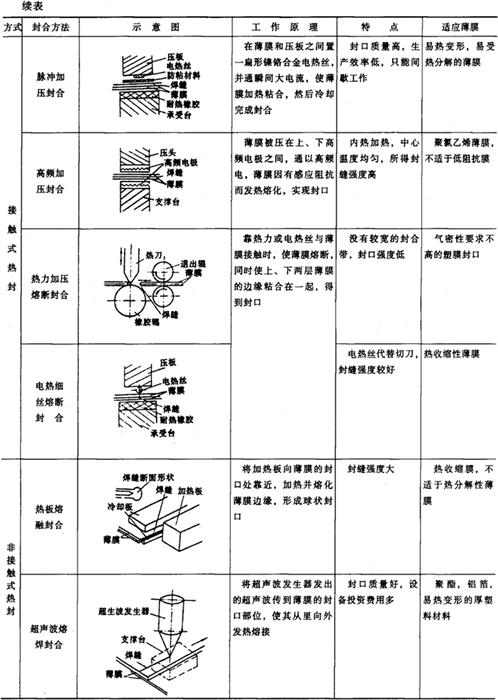
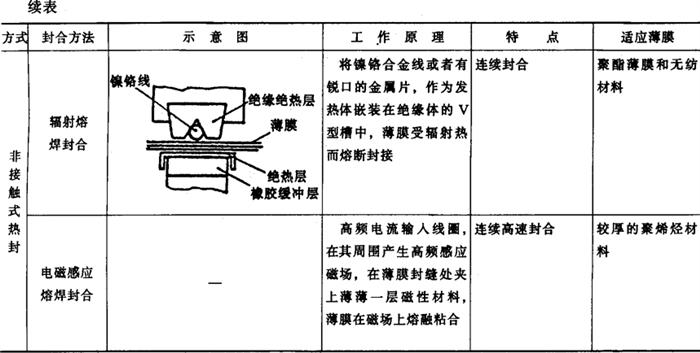
塑料袋封口机的种类很多,根据封口时的加热方式和封合方法的不同,其主要类型、封合方法、工作原理及其特点如表2-3-1所示。
表2-3-1 塑料袋封口机分类及工作原理
塑料袋的热封方法很多,因此在确定封口方法时,需首先考虑选用哪种方法最经济。一般来说,热板封合是所有封口方法中成本最低的。当用此法热封出现粘接热封板或污染热封板时,可用聚四氟乙烯涂覆或浸渍热封板,或用硅油定期擦拭热封板。另一种办法是在热封板和包装材料之间加防粘接材料。如上述方法都无法解决粘接问题,则应改用脉冲封合。对于单层薄膜可试用热金属线、热力或辐射热的封口方法。在其他封口方式都不能理想封口的时候,可考虑选用超声波封口,超声波封口设备的投资较高。
热封方法的选择还与所用的包装材料有关。表2-3-2给出了几种常用热封方法与包装材料之间的适用关系。
表2-3-2 常用热封方法与包装材料的适应关系
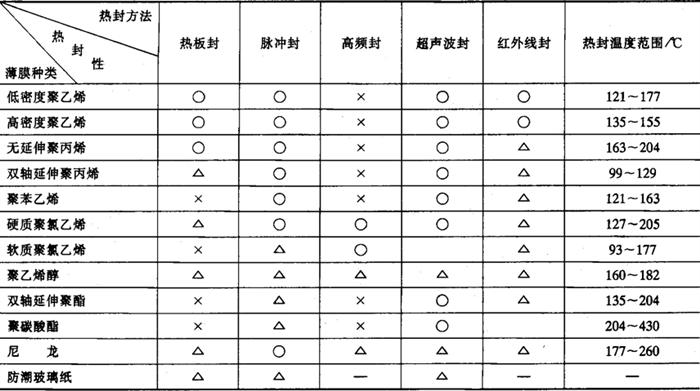
注:〇好;△一般;×不行。
热封除根据材料不同而选择不同方法外,要保证封口质量,还要考虑温度、压力、时间,这是影响封口质量的三大要素。热封温度过低,封口部位塑料膜不能全部熔融,即使经过压合所得封缝强度较低;如热封温度太高,薄膜过热易产生变形,严重时会烫穿薄膜。因而热封温度要根据表2-3-2所示各种薄膜的热封温度范围来调节。在压力一定时,热封时间与热封温度的对应关系为:温度升高,加热时间可相应缩短,加热时间短,薄膜既可少受热变形,又可提高生产效率。因此,封口的加热时间应设计为可调的。热封的同时施以压力可增加封接处的粘合强度,但压力过大会事与愿为,造成接缝处薄膜变薄,强度削弱。
1.1 手压式和脚踏式封口机
这是两种常用且简单的封口机,其封合方法一般采用热板加压封合或脉冲加压封合。
手压式塑料袋封口机(图2-3-1)外型袖珍轻巧,放在桌上或柜台上使用,占地方少,携带方便。操作时只需轻按把手,自动瞬间通电,完成封口。
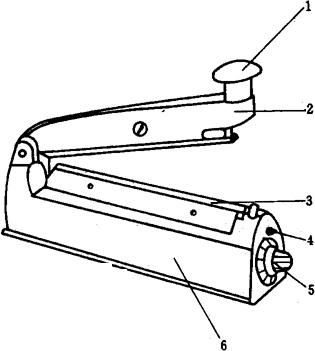
图2-3-1 手压式塑料袋封口机
1-手柄 2-压臂 3-电热带 4-指示灯 5-定时旋钮 6-外壳
该机不用电源开关,只要把交流电源线插入插座,根据封接材料的厚度,调节定时器旋钮,确定加热时间。然后将塑料袋放在封接面上,按下手柄,指示灯亮,电路自动控制加热时间,时间到后指示灯熄灭,电源被自动断开,约1~2s后放开手柄,即完成塑料袋的封口。
脚踏式塑料袋封口机(图2-3-2)与手压式塑料袋封口机的原理基本相同,其不同之处是采用脚踏的方式压下压板。操作时双手握袋,轻踩踏板,瞬间通电完成封口。该封口机可以采用双面加热,以减少热板接触面与薄膜封接面间的温差,提高封接速度和封口质量。有些脚踏式封口机还装有自动控温装置,使封口温度可调,有些还配有印字装置,在封口的同时可以印出生产日期、重量、价格等。有些脚踏封口机的工作台面可以任意倾斜,以适应封接包装液体或粉状物体的塑料袋。
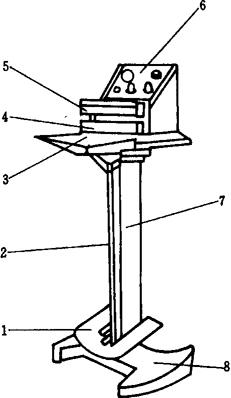
图2-3-2 脚踏式塑料袋封口机
1-踏板 2-拉杆 3-工作台面 4-下封板 5-上封板 6-控制板 7-立柱 8-底座
1.2 自动连续环带式封口机
这是一种结构较复杂自动化程度较高的封口机,其封合方法采用环带热压封合。
该类机可对各种热粘薄膜如聚乙烯、聚丙烯、防湿玻璃纸及各种复合薄膜进行自动连续封口。它既可单机使用,也可安置在包装线中自动完成封口工序。封口速度一般在0~13m/min(可调),封口长度不受限制,封口宽度通常为4~16mm,封口厚度为0.01~0.8mm,热封温度范围0~300℃。温度可以预选。这类封口机可应用于食品、制药、日用化妆品、土特产、化工、电子元件等部门。
自动连续封口机有卧式、立式、落地式三大类型,尽管它们的结构形式不同,但其工作原理基本上是一样的,都采用环带式热压封合原理。如图2-3-3所示,其基本工作原理是一对相向转动的环形薄带(带可是钢带、不锈钢带、尼龙编织带或聚四氟乙烯带)夹着将要封口的薄膜袋同步移动。在运行过程中,环带与其内侧设置的预先调定了温度和压力的加热块4接触,从而使夹在环带之间的两层塑料薄膜热压粘合。然后环带再与设置在其两内侧的冷却块5接触,使封口冷压定型。
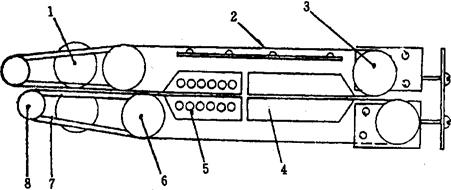
图2-3-3 环带式热压封合原理图
1-压花印字轮 2-封口带 3-被动轮 4-加热块 5-冷却块 6-主动轮 7-导向橡胶带 8-导向轮
1.2.1 落地式塑料薄膜自动封口机(图2-3-4)
环带式热压封口器1是完成薄膜袋密封封口的主要部件,它的全部元件安装在一个箱形结构的框架上,整个装置固定在落地支架的后部。
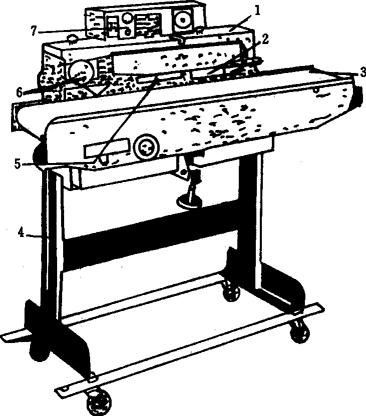
图2-3-4 落地式自动封口机
1-环带式热压封口器 2-加热块 3-传送装置 4-落地支架 5-冷却块 6-滚花压字轮 7-电气控制装置
热封环带与塑料薄膜接触的一面可以喷涂聚四氟乙烯,以防止热封时塑料薄膜与环带粘接。
加热块(图2-3-5)是采用在铜质热封板内安装管形电阻丝加热器,管形加热器把电阻丝密封在一个金属管中心,将其周围空隙紧密地充填具有导热性和绝缘性结晶的氧化镁粉末。管形加热器与热封板采用滑动配合,并用止动螺钉固定,从而实现良好的接触加热。加热块共2个,对称安装在上、下环带的内侧,并与夹持薄膜的环带接触,使通过其间的薄膜热熔粘合。
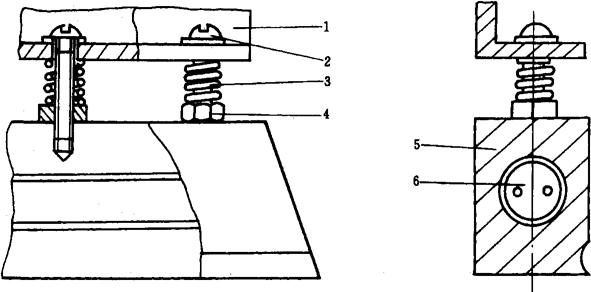
图2-3-5 加热块结构简图
1-固定板 2-调节螺钉 3-加压弹簧 4-紧定螺母 5-铜质热封板 6-电热管
除了管状电阻丝加热器外,其他类型的加热器也可选用,这要根据封口的实际需要及设计机器的结构来确定。
冷却块是带有散热片的铜质散热板,也是上、下2块,分别安装在上、下环带的内侧,并与环带接触。工作时,风扇送出冷风使刚热合的薄膜的余热通过散热片散失,从而使薄膜冷却定型。
上下加热块,冷却块及上下压花印字轮均可通过相应的调节螺栓调整上、下两件之间的间隙,适应不同厚度薄膜的封口,保证热封质量。
传送装置固定在支架上,用以支撑和输送薄膜袋,其传送带的速度应与热封环带及滚花轮外圆的线速度相等,从而保证封口时薄膜的封接部分(袋口)与支撑部分(袋底)同步运行,使封口质量达到满意的效果。
电气控制盒一般安装在环带式封口器的上方,内装调速器、温控器等元件,对封口机的运行速度和热封温度进行调控。
落地支架是全机的支撑部分。当封口机需要与配套的包装流水线高低一致或为了适应不同长度的包装袋,可在大幅度范围内调整整机的高低。支架的底部装有4只小脚轮,可根据需要任意移动封口机的位置,然后再旋动4个调整头将小脚轮抬离地面以固定机器,落地支架采用型钢组装而成,故结构简单。
1.2.2 卧式塑料薄膜自动封口机(图2-3-6) 该机与落地式封口机的不同之处是卧式封口机用输送台代替了落地支架。卧式封口机体积较小,可放在桌上、柜台上或其他工作台上使用。主要用于包装食品、药品、电子元器件等干燥体物品。
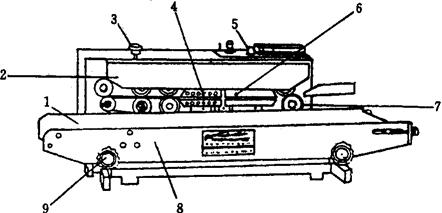
图2-3-6 卧式塑料薄膜自动封口机
1-输送带 2-防护罩 3-花纹压力调节器 4-冷却块 5-控制面板 6-加热块 7-封口带轮 8-输送台 9-输送台高度调节钮
1.2.3 立式塑料薄膜自动封口机(图2-3-7) 该机环带式热压封口器与前两种机呈90°安装,使得包装袋可以直立在输送带上进行封口。因此,这种封口机主要用于内装物不能平放的塑料袋的封口,例如:液体、膏体和滚动的颗粒等,这些产品必须用立式封口机完成封口。
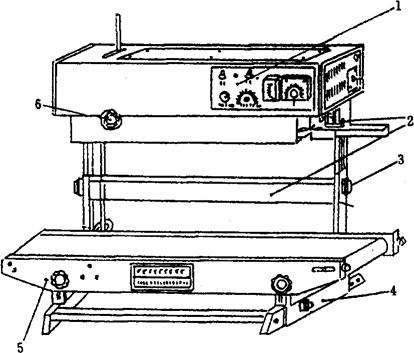
图2-3-7 立式塑料薄膜自动封口机
1-控制面板 2-支架 3-高度调节 4-输送台支架 5-输送台 6-花纹压力调节钮
1.3 抽气式封口机(图2-3-8)

图2-3-8 抽气式封口机工作原理
1-封口压杆 2-袋口压盖 3-封口开关 4-抽气开关 5-封口时间指示灯 6-封口电热丝 7-抽气嘴
这是一种新型的封口机,其原理是将包装袋中的空气抽去,使袋内形成真空少氧环境,从而延长了被包装产品的保质期。用此机封口可以防止蔬菜水分的蒸发,防止水果中芳香类物质的分解挥发,以及其他食品中脂肪类物质的氧化。同时亦能抑制细菌的繁殖速度,延长食品的存放时间。用此机包装茶叶、药品、香烟等物品可以防潮、防霉、防串味,包装羊毛衫、毛料之类可以防蛀。若与冰箱配合使用效果更佳,可以防止冰箱的脱水作用。
操作时将封口压杆1斜靠在袋口压盖2上,袋口套入抽气嘴7〔图2-3-8(1)〕。袋口拉平后盖上盖2压住袋口,同时压下抽气开关4开始加压抽气,此时保持封口压杆1上抬〔图2-3-8(2)〕。抽气时间可根据各种物品的需要来定,当塑料袋被吸扁后翻下封口压杆压住袋口〔图2-3-8(3)〕。封口开关3接通通电,按所封塑料袋的厚薄及材料控制封口时间。这种封口机包装的产品,保鲜效果很好,以致有很多厂家把此类封口机又称作保鲜机。
1.4 超声波封口机(图2-3-9)

图2-3-9 超声波封口原理
1-超声波发生器 2-变频器 3-封口工具 4-供选用的工具位置 5-被封包装袋
这是一种投资费用较大,适应薄膜范围广的封口设备,它可以热封用其他热封方法难以热合的薄膜(如聚酯膜、铝箔等),用超声波热封效果很好。对于较厚的包装材料和厚薄不匀的材料,采用超声波封口都能取得较好的效果。
超声波封口的原理是声波频率高于20kHz的超声波,使封口工具产生每秒2万多次的超声波机械振动,此振动使两贴合的塑料表面摩擦热熔,由于热量产生在塑料接合的内表面,包装内容物不受热,冷却后的焊接缝口牢固美观。
虽然超声波封口质量较好,适用范围广泛,同时也能达到一定的封口速度,但其设备结构复杂,维修有一定难度,设备一次性投资较高,对于大批量生产或对封口质量要求较高的产品,选用超声波封口仍是一种较好的方案。
1.5 高频封口机(图2-3-10)
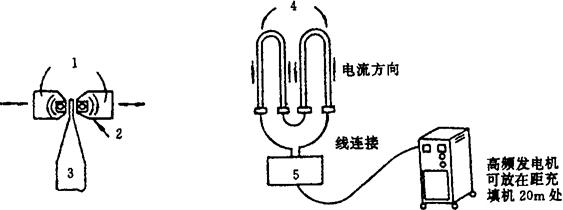
图2-3-10 高频封口原理
1-高频头 2-磁场 3-包装袋 4-电感器 5-接线盒
高频封口机主要用于聚氯乙烯包装袋的封焊,其封口原理是薄膜被压在上、下高频电极之间,通以高频电流,薄膜因有感应阻抗而发热熔融封口。高频封口是内热式加热,中心温度均匀,封口强度较高。但它不适用于低阻抗薄膜的封口。
2 其他袋封口机
除了广泛使用的塑料袋外,在面粉厂、水泥厂、化肥厂、仓库和码头等地,常使用麻袋、纸袋、塑料编织袋等包装产品,这些袋常采用缝合式的封口机封口。
缝包机采用缝纫线来缝合包装袋,最常用的缝合方法有以下几种:
平缝合〔图2-3-11(1)〕。将包装袋的两平边直接用线缝合而不需折叠。
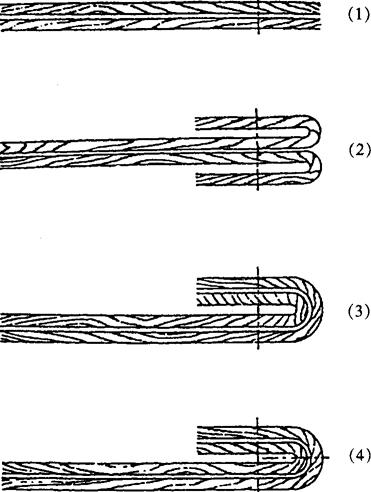
图2-3-11 基本缝合方法
(1)平缝合 (2)向外缝合 (3)单向转折缝合 (4)复合缝合
向外缝合〔图2-3-11(2)〕。将包装袋的两邻边相背折叠,然后贯穿4层缝合以防止毛边脱开。
单向转折缝合〔图2-3-11(3)〕。将包装袋的两邻边向同方向折转,然后贯穿4层缝合,这种缝合方法也称作重叠缝法。
复合缝合〔图2-3-11(4)〕。此种缝合法是平缝合和单向缝合二者复合而成,即先将包装袋的两相邻平边缝合,在缝线处将二缝合边向同一方向折转,然后再贯穿4层缝合。
缝合的线迹型式可以是单线链式或者是双线链式。缝纫线可采用棉线、纯纺麻线、维尼纶线等。
手提式缝合机结构紧凑,小巧玲珑。一般采用优质钢和铝合金制造,重量为4.5~5.3kg。可以流动使用,操作简便,常用于中、小型工厂、仓库、码头等地,缝封各种盛满货物的麻袋、纸袋、塑料编织袋、乳胶袋、帆布袋的袋口。
自动缝合机(图2-3-12)由缝纫机头和一个输送带组成,用以缝合较重的包装袋。输送带的速度可调,能与各种包装生产线匹配,完成生产线缝口操作工序。
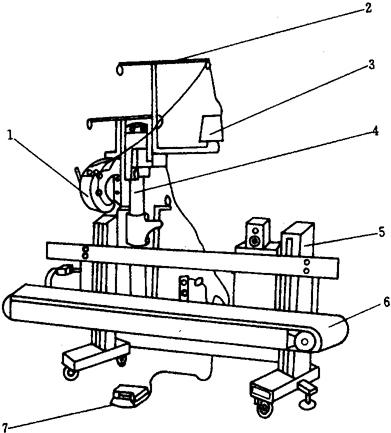
图2-3-12 自动缝合机
1-缝纫机头 2-线挑 3-缝纫线 4-机头支架 5-备用支架 6-输送带 7-脚踏开关
有些自动缝合机在机头支架4上相对安装2个机头,一旦发生故障,转动机架即可更换机头。在备用支架5的上方,安装1台秤,即可得到1个完整的装袋兼封口系统。输送带可按不同高度的口袋封口作相应调整。机器脚轮可随意移动。