焊接方法的选择
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第9页(2730字)
选择焊接方法应在保证焊接产品质量优良可靠的前提下,有良好的经济效益,即生产率高、成本低、劳动条件好、综合经济指标好。为此选择焊接方法应考虑下列因素:
1.产品结构类型
焊接产品的结构类型归纳为四类:结构件类有桥梁、建筑、石油化工容器、造船、锅炉、金属结构构件等。机械零件类有交通工具、各种类型的机器零件等。半成品类有工字钢、螺旋管、有缝钢管等。微电子器件类有电路板、半导体元器件等。结构件焊缝长大,宜选用埋弧自动焊,其中短焊缝、打底焊缝宜选用手弧焊。对于机械零件产品,一般焊缝不会太长,可根据精度的不同要求,选用不同的焊接方法。一般精度和厚度的零件多用气保焊,重型件用电渣焊、气电焊,薄件用电阻焊,圆断面可选用摩擦焊。精度高的件可选用电子束焊。半成品件的焊缝是规则的、大量的,可选用易于机械化、自动化的埋弧自动焊、气保焊、高频焊等。微电子器件接头往往要求密封、导电、精确,常选用电子束、激光束、超声波、扩散焊及钎焊等方法。常用焊接方法的适用范围见表1-4。不同类型的产品往往有数种焊接方法可供选择,至于哪种方法更为适宜,除根据产品类型之外,还应考虑工件厚度、接头形式、焊缝位置、母材性能、生产条件、经济效益等诸多因素。
2.工件厚度
由于不同焊接方法的热源各异,因而各有最适宜的焊接厚度范围,在指定的范围内,容易保证焊缝质量并获得较高的生产率。常用焊接方法推荐适用厚度如图1-2所示。

图1-2 常用焊接方法推荐适用厚度
3.接头形状、位置
接头形状、位置是根据产品使用要求和母材厚度、形状、性能等因素设计的,有搭接、角接、对接等形式。产品结构不同,接头位置可能需要立焊、平焊、仰焊、横焊、全位置焊接等。这些因素都影响焊接方法的选择。对接适宜于多种焊接方法。钎焊仅适用于连接面较大的薄板搭接接头。平焊焊位是最易焊的位置,适宜多种焊接方法,这就便于选用生产率高、质量好的焊接方法,如埋弧焊、熔化极气保焊等。对立焊接头:薄板宜用熔化极气保焊,中厚板宜用气电焊,厚板则宜用电渣焊。
4.母材性能
母材的物理、力学、冶金性能不同,将直接影响焊接方法的选择。对热传导快的金属如铜、铝及其合金等,应选择热输入强度大、焊透能力强的焊接方法。对电阻率大的金属宜选用电阻焊。对热敏感材料则宜选用激光焊、超声波焊等热输入较少的焊接方法。对难熔材料,如钼、钽等,宜选用电子束等高能密焊接方法。对物理性能差异较大的异种材料的连接宜选用不易形成中间脆性相的固相焊接和激光焊接。对塑性区间宽的材料,如低碳钢,宜选用电阻焊。对强度和延伸性足够大的材料才能进行爆炸焊。对活泼性金属宜选用惰性气体保护焊、等离子焊、真空电子束焊等焊接方法。对普通碳钢、低合金钢可选用CO2或混合气体保护焊和其他电弧焊方法。钛和锆因对气体溶解度大,焊后易变脆,对它们宜选用高真空电子束焊和真空扩散焊。对沉淀硬化不锈钢,用电子束焊可以获得力学性能优良的接头。对于冶金相容性差的异种材料宜选用扩散焊、钎焊、爆炸焊等非液相结合的焊接方法。
5.生产条件
技术水平、生产设备和材料消耗均影响焊接方法的选用。在能满足生产需要的情况下,应尽量选用要求技术水平低、生产设备简单、便宜和材料消耗少的焊接方法,以便提高经济效益。手弧焊、手工操作的气保焊、气焊均要求较高的操作技能,尤其焊接压力容器等重要产品时,需一定级别、专门培训的焊工,持证上岗操作。埋弧焊等自动焊方法对工人操作技能要求相对较低。电子束焊、激光焊、焊接机器人,由于设备较复杂,要求更多的基础知识和较高操作技术水平。手弧焊设备简单、造价低、便于维护。熔化极气保焊,除电源外还有送丝、送气、冷却系统,相对复杂些。机械化、自动化焊接方法,还需要工件和焊丝相对移动机构。真空电子束焊要有专用的真空室、电子枪和高压电源,还需要X射线的防护设备。激光焊需要大功率激光器及专门的工装和辅助设备。设备复杂程度直接影响经济效益,是选择焊接方法的重要因素。材料消耗的类型和数量直接影响生产成本,在选择焊接方法时应给予充分重视。电阻对焊、点焊、缝焊除消耗电力、磨损电极外不消耗填充材料。手弧焊消耗焊条。埋弧焊消耗焊丝和焊剂。熔化极气保焊消耗焊丝和保护气体。非熔化气保焊消耗氩、氦等惰性保护气体、钨极和喷嘴等。钎焊消耗钎料、钎剂等。窄间隙焊则能减少材料消耗。不同焊接方法的适用范围见表1-4。常用金属材料适用的焊接方法见表1-5。常用电弧焊方法基本状况比较见表1-6。MIG、CO2、TIG焊工艺性、适应性比较见表1-7。MIG、TIG焊焊接性能比较见表1-8。几种气保焊方法应用及特点比较见表1-9。CO2和埋弧焊抗锈能力的比较见表1-10。TIG、MIG、等离子弧焊成本比较见表1-11。
表1-4 各种不同焊接方法的适用范围

注:A——最佳;B——佳;C——差;D——极差。
表1-5 常用金属材料适用的焊接方法

注:有Δ表示被推荐。
表1-6 常用电弧焊方法基本状况比较

表1-7 MIG、CO2、TIG焊工艺性、适应性比较

表1-8 MIG焊、TIG焊焊接性能比较
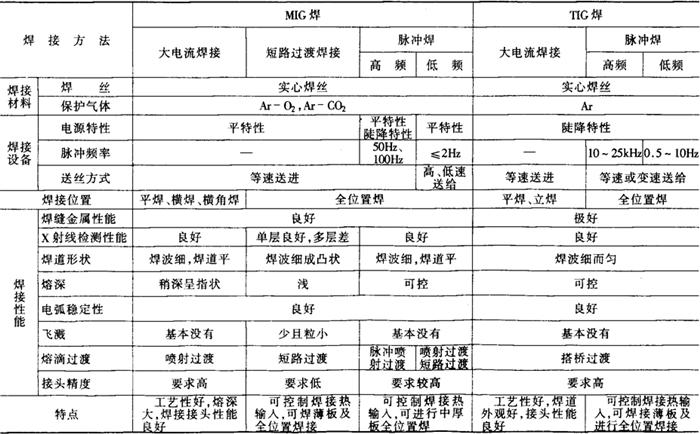
表1-9 几种气保焊方法应用及特点比较

表1-10 CO2和埋弧焊抗锈能力比较
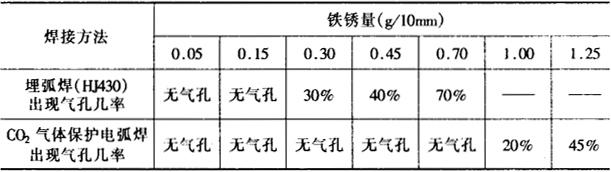
注:两种焊接方法都采用直流反极性,母材为Q235钢。
表1-11 TIG、MIG焊及等离子弧焊焊接成本比较
