MAG焊的特点和应用
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第212页(926字)
混合气体保护焊是在氩气中加入氧、二氧化碳,或同时加入氧和二氧化碳,使保护气体呈氧化性,但仍保持氩弧特性的一种焊接。
1.Ar+O2
当加O2在1%~5%时,可用于不锈钢焊接(由于加O2量较少,有时仍习惯地将它归入MIG不锈钢焊接)、高合金钢焊接和级别特别高的高强钢焊接。加O2在5%~20%甚至更高时,可用于低碳钢及低合金结构钢的焊接。它不但生产效率高,而且抗气孔能力和缺口韧性都有明显提高。这是由于焊缝金属中含氧量及夹杂物减少的结果。用Ar+20%O2混合气作保护气,进行高强钢窄间隙垂直焊时,因焊缝金属中含氧量增加,能使硫化物球化或呈弥散状态,减少了焊缝金属产生枝状晶间裂纹的倾向。使用Ar+20%O2保护气体焊时应配用高Si、高Mn的焊丝,增强脱氧作用。加O2还有增大焊缝根部焊透率和改善焊缝断面形状的作用。
2.Ar+CO2
用于低碳钢、低合金钢的焊接,它不但具有Ar弧的优点,而且具有氧化性,克服单纯Ar气保护时产生的阴极漂移现象和焊缝成形不良的问题。CO2的比例一般在20%~30%,这种比例,适合于喷射、短路及脉冲过渡形式。但短路过渡进行垂直和仰焊时,往往提高CO2比例到50%,这样的比例对熔池控制有利。混合气体比纯CO2的成本高,但它比纯CO2焊焊缝冲击韧性高、工艺效果好、飞溅小,所以普遍用于低碳钢、低合金钢重要工件的焊接。
3.Ar+CO2+O2
对改善焊缝断面形状更有好处。实验证明混合气体比例为80%Ar+15%CO2+5%O2时,焊接低碳钢、低合金钢得到最佳结果,焊缝成形、接头质量、金属熔滴过渡和电弧稳定性方面都很满意。焊缝的断面形状如图5-19所示,较用其他气体获得的焊缝形状都要理想。
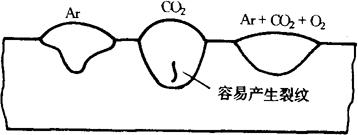
图5-19 使用三种不同气体获得的焊缝断面