美国国家标准ANSI/AWS碳钢焊条标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第8页(2393字)
美国国家标准ANSI/AWS A5.1-1991《手工电弧焊碳钢焊条标准》由美国焊接学会(AWS)1991年颁布并被美国国家标准学会接受,同时冠以ANSI标号。此标准规定了碳钢手工电弧焊焊条的一般要求(包括分类、熔敷金属化学成分和力学性能)、焊条的试验方法和要求以及焊条的制造、识别和包装的要求。
标准中焊条的分类遵循AWS填充金属标准中采用的标准模式,其分类号根据熔敷金属的力学性能、焊接位置、药皮类型和电流种类进行划分。分类号有两部分组成:强制性类别代号和非强制性补充代号,“-”前面是强制性类别代号,“-”后面是非强制性补充代号。代号的含义和排列顺序见图1.2-1。

注:*这些代号的组合构成焊条类别。
图1.2-1 焊条的强制性和供选用的附加代号序列
采用非强制性附加代号,按供需双方的协定,以识别那些既符合强制性的分类要求,又符合某些附加要求的焊条。“-1”表明该焊条符合比该类别焊条要求更低温度下的非强制性补充冲击要求。字母“R”是用于低氢焊条类别的代号,用来识别已经在给定时间范围内、在潮湿环境中暴露过、除了为低氢焊条类别要求的标准水分测定外,还做过吸收水分测定的焊条。附加代号“HZ”则表示在“供货”或再烘干状态进行试验时,其熔敷金属平均扩散氢含量不超过“Z”mL/100g。
美国碳钢焊条的药皮类型、焊接位置及电流类型见表1.2-6,熔敷金属化学成分要求见表1.2-7,熔敷金属力学性能要求见表1.2-8,熔敷金属的夏比V型缺口冲击韧性要求见表1.2-9,焊条药皮中的水分容许含量见表1.2-10,焊缝金属的扩散氢限量见表1.2-11。
表1.2-6 焊条分类(ANSI/AWS A5.1-1991)

注:①缩写表示下列焊接位置:
F表示平焊;H表示横焊;H-fillets表示横角焊;Vdown表示垂直向下焊;
②“DCEP”表示直流、焊条接正极(直流反极性);“DCEN”表示直流、焊条接负极(直流正极性);AC表示交流;DC表示直流。
③E6022类别焊条仅用于单道焊。
④对伸长率、缺口韧性、吸潮和扩散氢有附加要求的焊条可以进一步被识别,如在表1.2-8、表1.2-9、表1.2-10和表1.2-11中所示。
表1.2-7 熔敷金属化学成分的要求(ANSI/AWS A5.1-1991)

注:①金属和合金的SAE/ASTM统一号码体系。
②单值为最大值。
表1.2-8 熔敷金属力学性能的要求(ANSI/AWS A5.1-1991)①,②
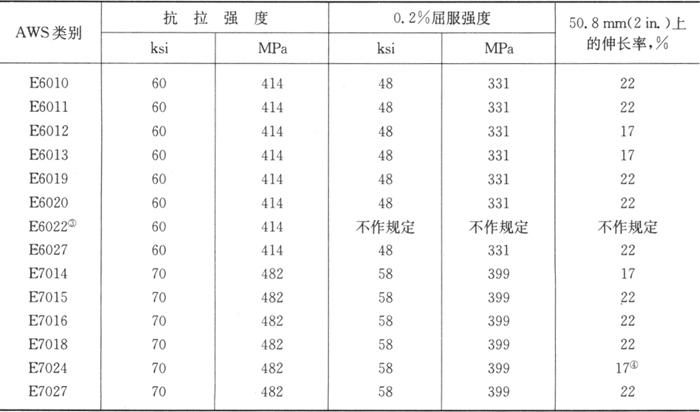
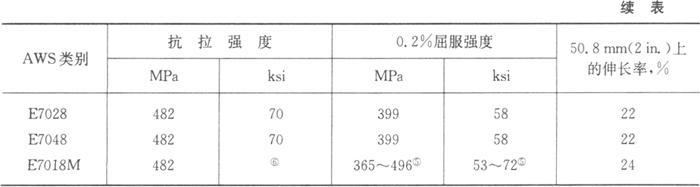
注:①指焊后状态和时效后的要求。
②单值为最小值。
③要求进行横向拉伸试验以及弯曲试验和纵向导向弯曲试验。
④E7024-1焊条的焊缝金属应有最小值为22%的伸长率。
⑤对2.4mm(3/32in.)的焊条,最高屈服强度应为531MPa(77ksi)。
⑥该焊缝金属的抗拉强度通常为482MPa(70ksi)。
表1.2-9 夏比V型缺口冲击韧性的要求(ANSI/AWS A5.1-1991)

注:①在计算平均值时,最高值和最低值应忽略不计。剩下3个值中的2个应大于或等于27J(20ft·1bf)
②带有下列供选用附加代号的焊条应符合下面规定的较低温度下的冲击韧性要求。
③所有5个值都应用来计算平均值。5个值中的4个应大于或等于67J(50ft·1bf)。

表1.2-10 焊条药皮中的水分容许含量(ANSL/AWS A5.1-1991)

注:①和②对水分试验和暴露试验的要求,详见ANSI/AWS A5.1-1991。
表1.2-11 焊缝金属的扩散氢限量(ANSI/AWS A5.1-1991)

注:①对E7018M焊条要求进行扩散氢试验。对其他低氢焊条,只有当按规定加上扩散氢代号时,才需要进行扩散氢试验。
②某些低氢类别可以不符合H4和H8的要求。