镦头模与夹紧模
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第234页(1690字)
热镦锻模通常作成镶块式模具,多工位的镦锻模和镦头模例子和用在它们中的镶块例子见图61。表77概述了用来制作如图62所示不同难度的零件的热镦锻模典型材料。图62中零件1表示纯镦粗,零件2和3表示两种不同难度的冲孔和镦粗,三种形状中,每一种都是一次而成。对这三种形状锻件,制作锻件所需的(不计夹持部分)原始坯料的长度为坯料直径的2.5倍。
表77 典型热镦锻模材料
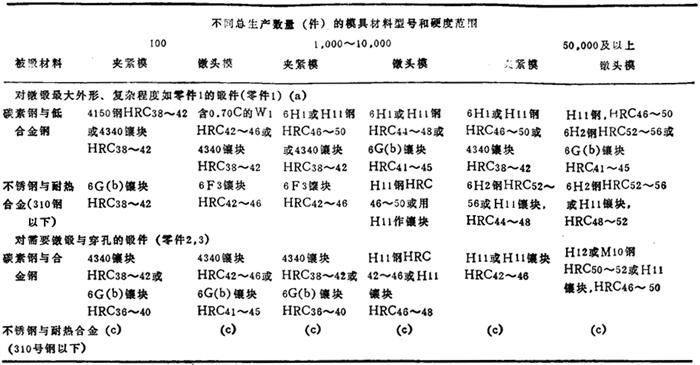
注:(a)所有头部均为圆形,一次镦成,有关尺寸见图示。
(b)6F2模具钢可以代替6G。
(c)推荐采用如零件1所示的同一模具材料镦锻零件2。零件3太难锻,不宜制造不绣钢或耐热合金。
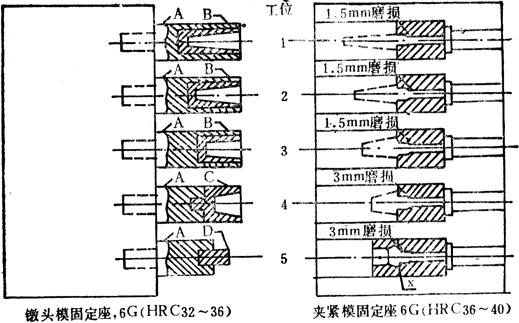
图61 供锻制后轴汽阀用的多工位镦锻和镦头模
镦头模镶块:镶块固定座(A)和套筒镶块(B)由4340钢制成,并淬硬到HRC38~40。帽形镶块(C)用4340钢制成,并淬硬到HRC36~38.凸模镶块(D)由6F3制成,并淬硬到HRC44~46。夹紧模镶块,第1、2、3工位其镶块由4340、6G或6F2制成,并淬硬到HRC36~40,6F4钢因焊接性较好,用于第4、5工位。图示X处为磨损3mm后焊接处,补焊后在540℃退火。镶块在达到每工步图示肩部磨损量时更换
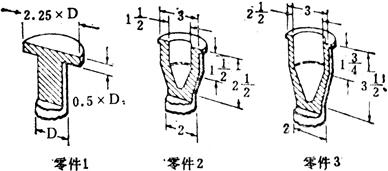
图62 由热镦锻制成的三种典型锻件
锻件2、3的尺寸为英寸,乘25换算成mm。圆角半径与常用商业标准相同。典型的镦头模、与夹紧模材料见表77
用低碳钢和合金渗碳钢热镦锻简单带法兰形状的零件时,镦头模有时比夹紧模损坏得更快一些。例如:用1020,1045或4140热镦锻13~25mm六角螺栓头,它的镦头模与夹紧模均用H13工具钢制成,但镦头模的硬度较高些,在同等磨损的条件下,硬度高的预计磨损速度慢些,但图63示出锻造28,000件后镦头模所产生的磨损量(0.15mm)与锻造40,000件较软夹紧模所产生的磨损量相同。
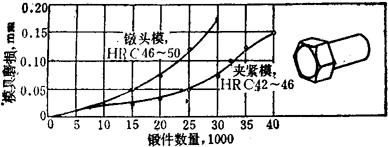
图63 用H13工具钢制成的模具磨损比较
在某种难度条件下锻造,反过来也是可能的,例如图64所示不对称驾驶轮锻件,在锻造时毛坯材料集中在夹紧模的一侧,因为大量金属的流动,结果在该部分由于模具的负荷较大而磨损较快。

图64 用6F4和H14工具钢制成的模具磨损比较上图的数据系以用5132钢锻造图示形状438;000件驾驶机构传动轴为基础
锻造某一零件时,用来冷却热锻模的冷却水量,通常并不影响模具钢材的选择。不过,在螺栓制造工业中,用含钨工具钢制成的水冷模具,在高生产率时(每分钟100件规模),则容易开裂和龟裂。象在这样高的生产率情况下,热螺栓坯料几乎一直是和模具相接触,很少有机会冷却,在这样情况下,水冷会施加激烈的热冲击。低碳(0.58~0.65%)M10高速钢热处理到HR C58用起来很好,与用T1热处理到同样硬度,效用相同。
如用6G或6F2低合金钢作镶块,调节冷却水流量使模温低于200℃,可改善耐磨性能。在这样温度下,如果换成别种低合金模具钢、情况改善不明显。
在镦锻钢料时、模具润滑降低速度,所以没被广泛使用,在深冲和冲孔中,可能采用某些润滑,但仅用于防止工件与凸模粘结。模具润滑可以改善耐磨性能,但还没有取得润滑与模具性能之间的关系,使润滑成为选用模具钢时所应考虑的一个因素。