顶出制品所需脱模力的计算
书籍:塑料工程手册
出处:按学科分类—工业技术 轻工业出版社《塑料工程手册》第22页(855字)
将一注射制品从阳模芯上取下所需的力,可由下式近似计算之:
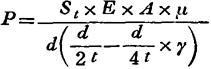
式中:P=所需脱模力(公斤或磅)
E=弹性模量(公斤力/厘米2或磅力/吋2)
A=在开模缝上模具表面与注射制品间的总接触面积(厘米2或时2)
μ=塑料与钢之间的摩擦系数;
d=与环绕阳模芯的注射制品周边长相等的圆周的直径(厘米或时)
t=注射制品的厚度(厘米或时);
γ=塑料的泊松比;
St=横跨直径d的塑料热收缩量
=热膨胀系数×软化点与脱模温度之间的温差×d(厘米或时)。
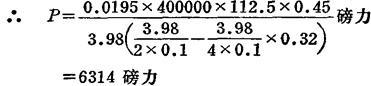
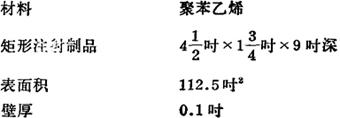
示例:
与周长 时相当的圆的直径为3.98吋=d
时相当的圆的直径为3.98吋=d
热收缩=3.98×70×7×10-5时=0.0195吋=St
塑料与钢之间的静摩擦系数=0.45(见表9-13)
泊松比=0.32(见表9-12)
表9-13 泊松比
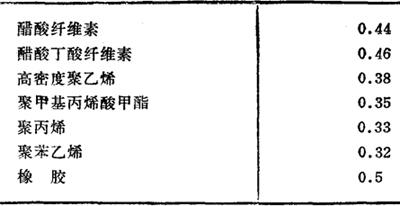
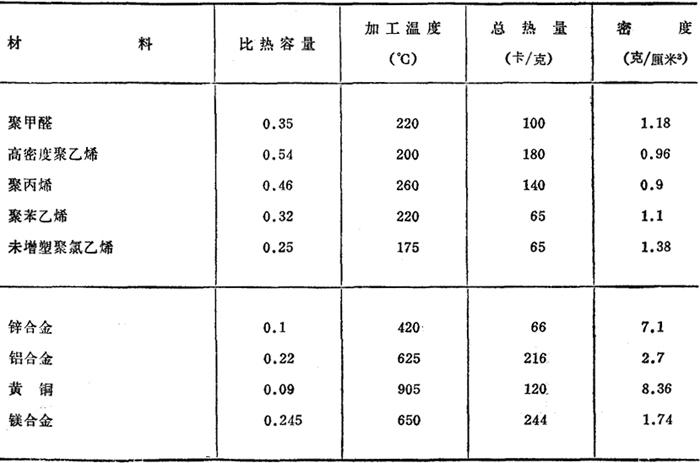
表9-12 压铸用合金与塑料的热学特性