铝、铝合金棒及线(JIS H 4040)
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第250页(2545字)
1.适用范围
这个标准适用于拉伸加工断面有圆形、长方形、正方形、正六角形、正八角形的铝及铝合金棒(以下称棒)及线(以下称线)。
2.种类
棒及线如表1示出那样,按照化学成分分为挤出棒16种,拉伸棒15种,拉伸线13种。另外按照尺寸公差分为2个等级。
表1. 种类
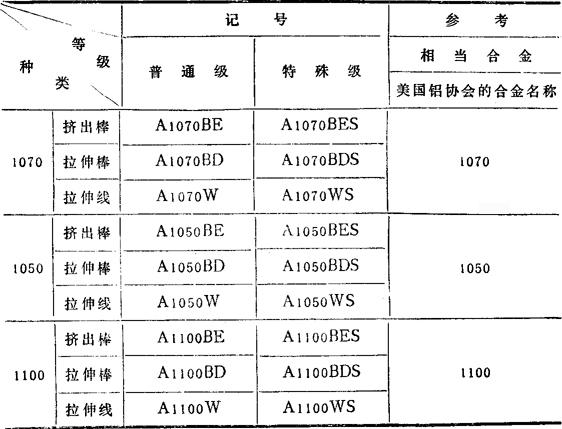
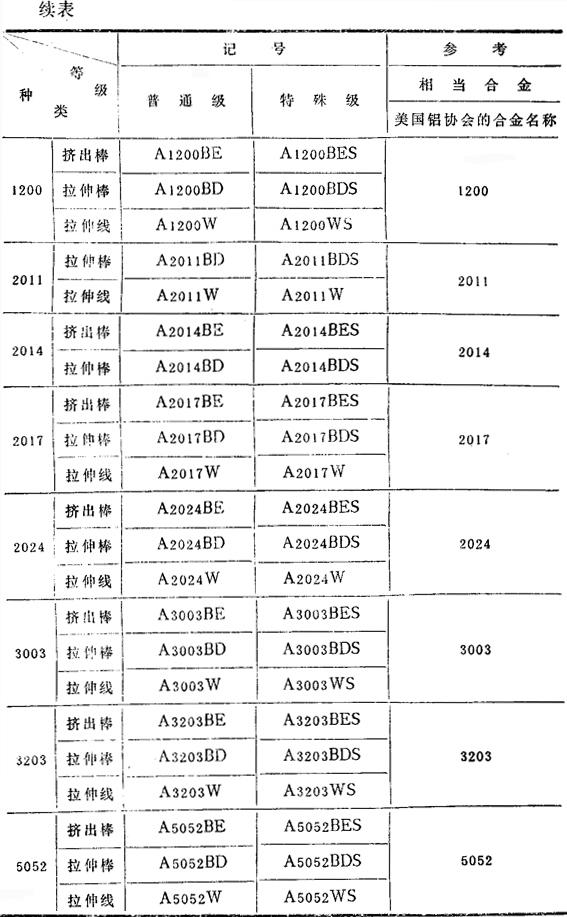
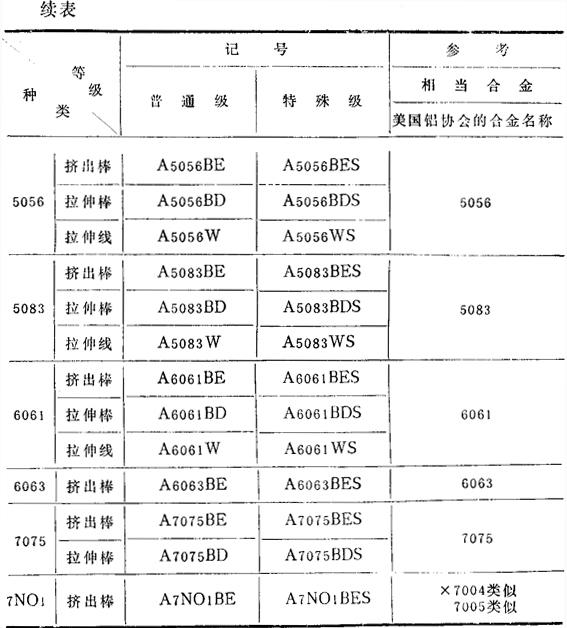
注:表示质别的记号,写在上述记号之后。
3.质量
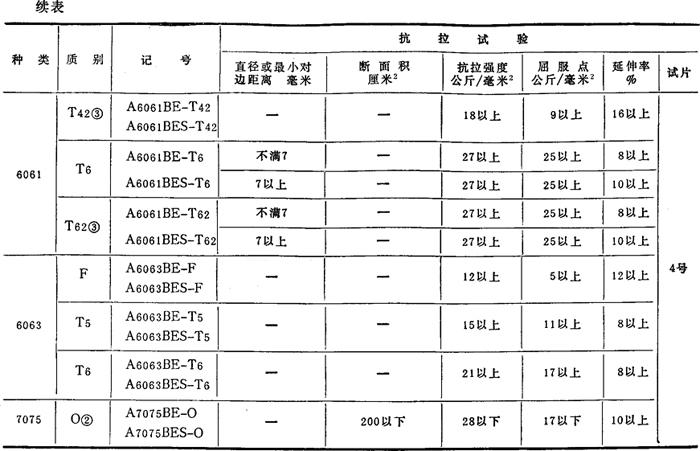
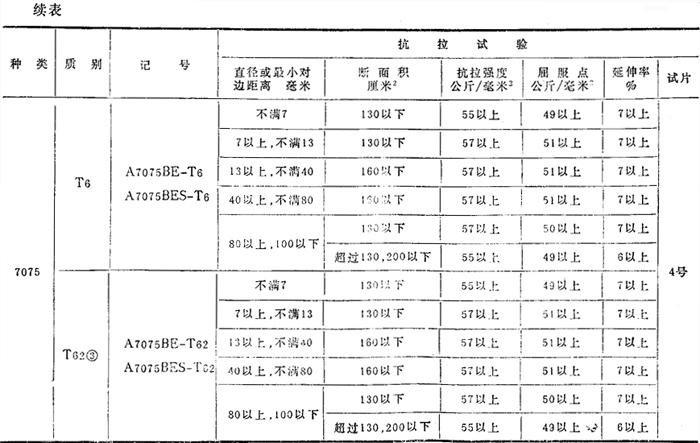
3.1 棒及线的机械性能(抗拉强度,屈服点,延伸率),按照表3(1)的规定。但是,1070,1050,1100,1200,3003。3203,5052,5056及6063的屈服点,只限适用于订货者有特别要求的。
表3(1) 挤出棒的机械性能
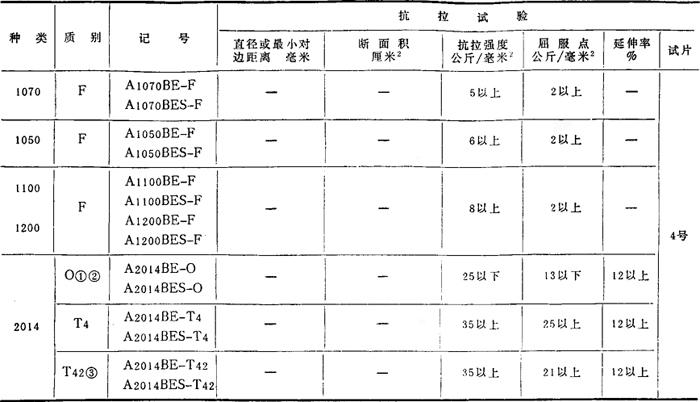

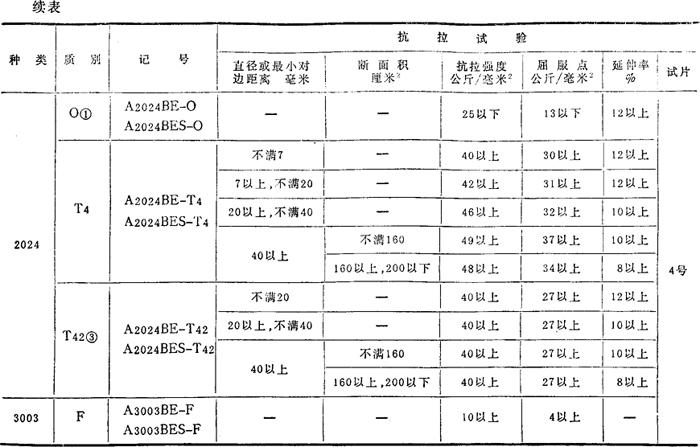
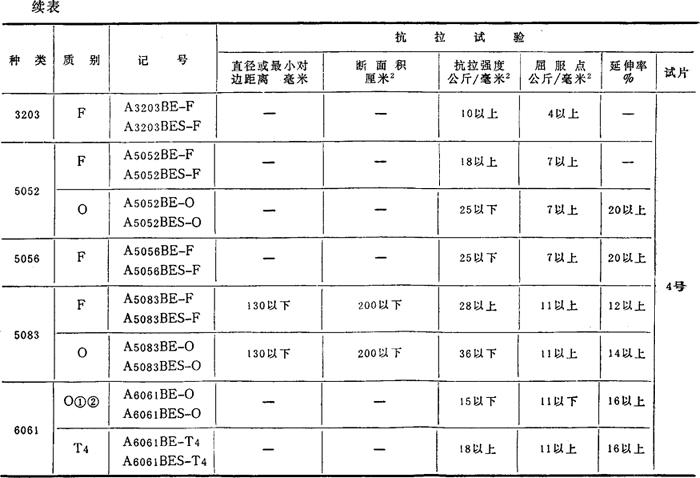
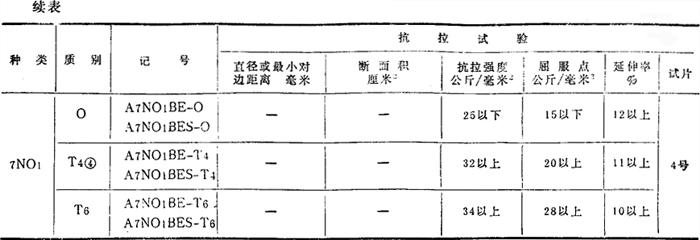
注①:质别O进行固溶处理时,必须保证有质别T42的性能。
②:质别O在固溶后又进行时效硬化处理时,必须保证有质别T62的性能。
③:质别T42和T62的性能,按制造厂与用户的协商。
④:质别T4的机械性能,为一个月常温时效(约20℃)后的参考数值。另外,在一个月常温时效以前进行抗拉试验时,如为固溶以后再进行时效硬化处理的,能保证达到T6的性能,也就符合T4的性能。
注:规定壁厚及断面尺寸以外的机械性能,按订货者与制造厂的协商。
4.尺寸以及容许公差
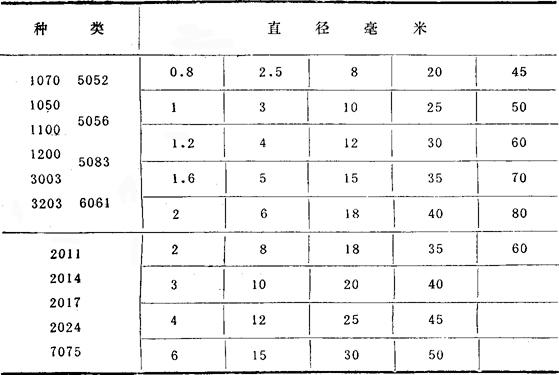
4.1 棒材和线材的标准尺寸,见表4(1)和表4(2)。
表4(1) 挤出棒(圆形、正方形、正六角形)的标准尺寸
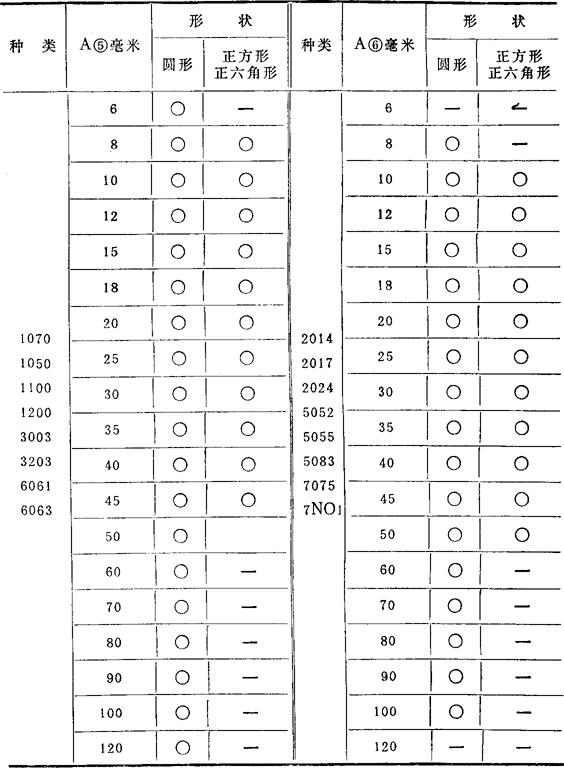
注⑤:圆形时,A为直径,正方形和正六角形时,A为对边的距离
表4(2) 拉伸棒(圆形)及线(圆形)的标准尺寸
4.2 挤出棒的尺寸公差
4.2.1 挤出棒的直径、厚度、宽度及对边距离的容许公差,按照表5的规定。
表5 挤出棒的直径、厚度、宽度及对边距离容许公差
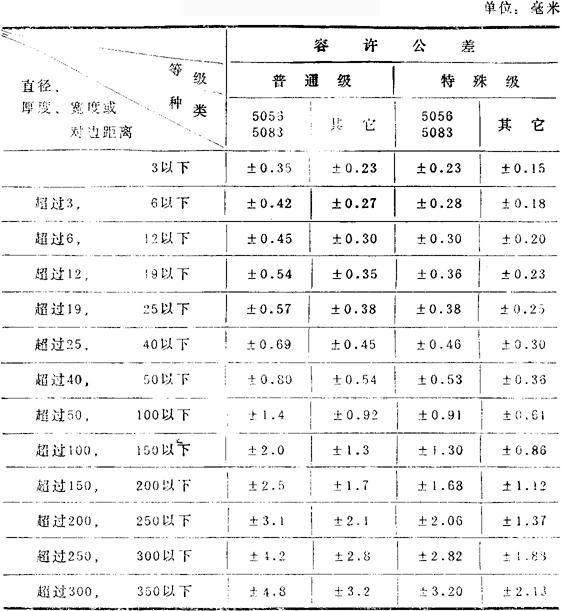
注:1.容许公差只指(+)或(-)时为以上记数值的2倍。
2.规定直径、厚度、宽度或对边距离范围以外的,其容许公差,按照订货者与制造厂的协商。
4.2.2 挤出棒长度的容许公差,按照表6的规定。
表6 挤出棒的长度容许公差 单位:毫米

注:在规定的长度范围以外的容许公差,按照订货者与制造厂的协商
4.2.3 挤出棒特殊级的角度容许公差,按照表的规定。
表7 挤出棒(长方形、正方形、正六角形正八角形)特殊级的角度容许公差 单位:度
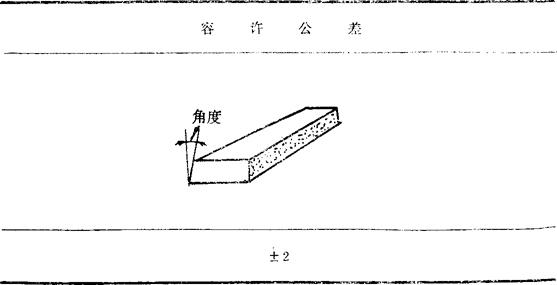
注:容许公差只指(+)或(-)的时为以上记数值的2倍。
4.2.4 挤出棒特殊级的翘曲容许公差,按照表8的规定。
表8 挤出棒特殊级的翘曲容许公差⑥⑦ 单位:毫米
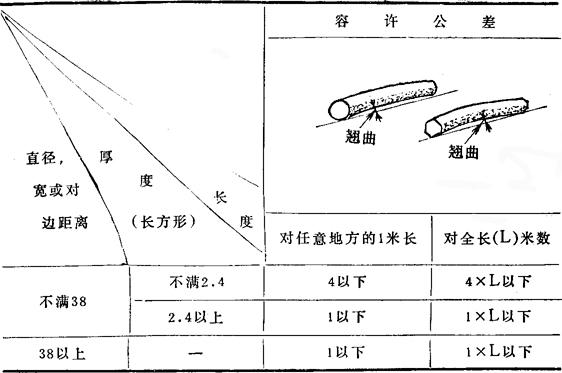
注:⑥:在平面上由于自重造成的最小翘曲值。
⑦:不适用于质别O。
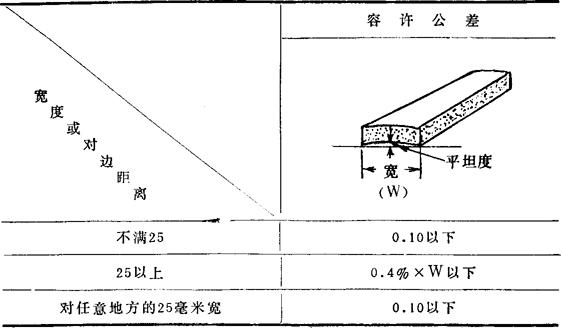
4.2.5 挤出棒特殊级的平坦度容许公差,按照表9的规定。
表9 挤出棒(长方形、正方形、正六角形、正八角形)特殊级的平坦度容许公差 单位:毫米
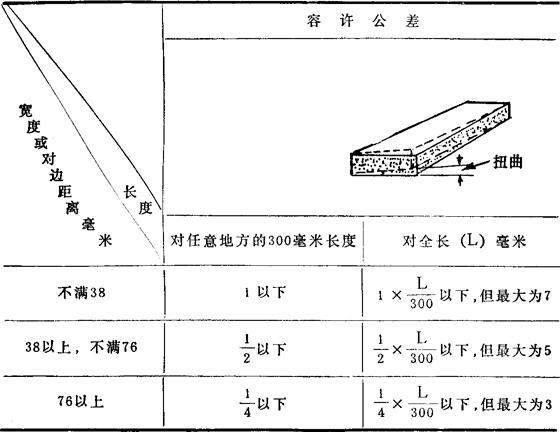
4.2.6 挤出棒特殊级的扭曲容许公差,按照表10的规定。但是,扭曲的容许公差只限订货者有特别要求的。
表10 挤出棒(长方形、正方形、正六角形、正八角形)特殊级的扭曲容许公差⑦ 单位:度
4.2.7 挤出棒特殊级表面光洁度的容许公差,按照表11的规定。但是表面粗糙度的容许深度,只限订货者有特别要求的。
表11 挤出棒(长方形、正方形、正六角形、正八角形)特殊级表面粗糙度的容许深度 单位:毫米

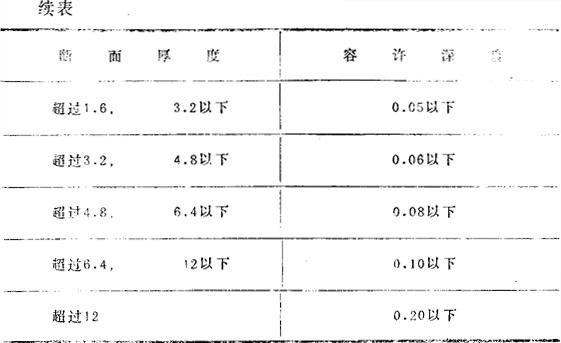
注⑧:包括挤出模痕迹、处理痕迹和研磨痕迹。