电焊条的型号和牌号
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第21页(12532字)
焊条型号指的是国家标准规定的各类标准焊条;焊条牌号指的是有关工业部门或生产厂家实际生产的焊条产品。
1.电焊条的型号
焊条型号是以焊条国家标准为依据,反映焊条主要特性的一种表示方法。焊条型号包括以下含义:焊条类别、焊条特点(如焊芯金属类型、使用温度、熔敷金属化学组成或抗拉强度等)、药皮类型及焊接电源。不同类型焊条的型号表示方法也不同。
(1)碳钢焊条型号划分碳钢焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类进行划分如表1-2-7所示。碳钢焊条型号编制方法为:首字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为MPa;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(即可平、立、仰、横焊),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加字母表示有特殊规定的焊条,如“R”表示耐吸潮焊条;附加“-1”表示冲击性能有特殊规定的焊条。
表1-2-7 碳钢焊条型号的划分[6,7]

注:①焊接位置栏中文字含义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中“立”和“仰”系指适用于立焊和仰焊的直径不大于4.0mm的E5015、E××15、E××16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号焊条。
③E4322型焊条适宜单道焊。
碳钢焊条型号举例:
E4315——表示熔敷金属抗拉强度大于420MPa的低氢钠型药皮的焊条,采用直流反接施焊,适用于全位置焊接。
碳钢焊条熔敷金属化学成分和拉伸性能应符合表1-2-8和表1-2-9规定,焊缝金属夏比V形缺口冲击韧性应符合表1-2-10规定。低氢型焊条药皮含水量和熔敷金属中扩散氢含量应符合表1-2-11规定。
表1-2-8 碳钢焊条熔敷金属化学成分(%)[6,7]

注:表中单值均为最大值。
表1-2-9 碳钢焊条熔敷金属的拉伸性能

注:①表中的单值均为最小值。
②E5024-1型焊条的伸长率最低值为22%。
③E5018M型焊条熔敷金属抗拉强度名义上是490MPa,直径为2.5mm焊条的屈服点不大于530MPa。
表1-2-10 碳钢焊条熔敷金属冲击吸收功

注:①在计算5个试样中3个试样的平均值时,5个值中的最大值和最小值应舍去,余下的两个值不小于27J,另一个值不小于20J。
②用5个试样的值计算平均值,这5个值中要有4个值不小于67J,另一个值不小于54J。
表1-2-11 低氢型焊条药皮含水量和熔敷金属中扩散氢含量

碳钢焊条试验用母材应采用符合GB700规定的Q235A级、B级,Q255A级、B级或与焊条熔敷金属化学成分和力学性能相当的其他材料。碳钢焊条试验用焊接电流种类和焊接位置应符合表1-2-12规定,可用于交流或直流焊接的焊条,试验时应采用交流。
表1-2-12 碳钢焊条试验用的焊接电流种类和焊接位置[6,7]

注:①E4312和E4322型焊条无射线探伤试验要求;②E5024型焊条不做冲击试验;③吸潮试验系指耐吸潮焊条。
(2)低合金钢焊条型号划分 低合金钢焊条型号根据熔敷金属的力学性能、化学成分、药皮类型、焊接位置及电流种类划分如表1-2-13所示。首字母“E”表示焊条,前二位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平焊、立焊、仰焊及横焊),“2”表示焊条适用于平焊及平角焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型;后缀字母为熔敷金属化学成分的分类代号,并以短划“-”与前面数字分开。其他附加化学成分直接用元素符号表示,并以短划“-”与前面后缀字母分开。
对于E50××-×、E55××-×、E60××-×低氢型焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。
表1-2-13 低合金钢焊条型号划分[6,7]


注:①后缀字母×代表熔敷金属化学成分分类代号如A1、B1、B2等;
②焊接位置栏中文字含义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊;
③表中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E××15-×、E××16-×及E××18-×型焊条及直径不大于5.0mm的其他型号焊条。
低合金钢焊条型号举例:
E5018-A1——表示熔敷金属抗拉强度大于490MPa的铁粉低氢型焊条,采用交流或直流反接焊接,适用于全位置焊接。
低合金钢焊条熔敷金属的化学成分应符合表1-2-14规定,熔敷金属拉伸力学性能应符合表1-2-15规定,焊缝金属夏比V形缺口冲击韧性应符合表1-2-16规定。
表1-2-14 低合金钢焊条熔敷金属化学成分(%)[6,7]




注:①焊条型号中的“××”代表焊条的不同抗拉强度等级(50、55、60、70、75、80、85、90及100)。
②表中单值除特殊规定外,均为最大百分比。
③E5518-NM型焊条铝不大于0.05%。
④E××××-G型焊条只要1个元素符合表中规定即可,当有-40℃冲击性能要求≥54J时,该焊条型号标志为E××××-E。
表1-2-15 低合金钢焊条熔敷金属力学性能

注:①表中的单值均为最小值。
②E50××-×型焊后状态下的屈服强度不小于410MPa。
③E8518-M1型焊条的抗拉强度一般不小于830MPa。如果供需双方达成协议时,也可例外。
④带附加化学成分的焊条型号应符合相应不带附加化学成分的力学性能。
⑤对E55××-B3-VWB型焊条的屈服强度不小于340MPa。
表1-2-16 低合金钢焊条熔敷金属冲击吸收功
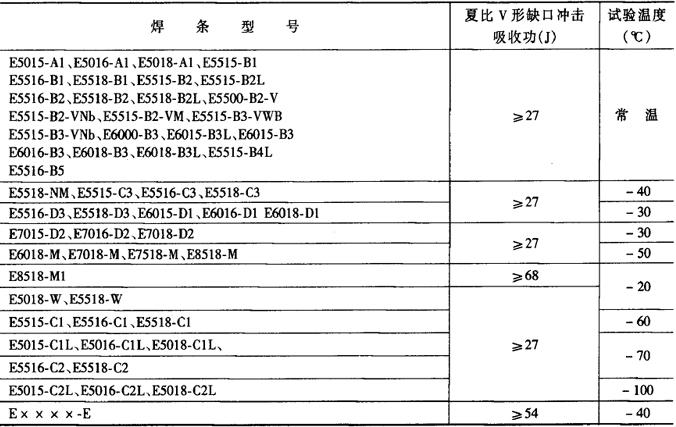
注:E××××-C1、E××××-C1L、E××××-C2及E××××-C2L为消除应力后冲击性能。
拉伸及冲击试验用母材采用与试验焊条熔敷金属化学成分相当的低合金钢。如果母材化学成分与试验焊条熔敷金属化学成分不相当时,应先用试验焊条在坡口面及垫板面堆焊隔离层,隔离层厚度加工后不小于3mm。低合金钢焊条试验用的焊接电流种类及焊接位置应符合表1-2-17要求,可用于交流或直流焊接的焊条,试验时应采用交流。
表1-2-17 低合金钢焊条试验用的焊接电流种类及焊接位置要求

(3)不锈钢焊条型号划分 不锈钢焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号。首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,有特殊要求的化学成分用元素符号表示放在数字的后面。短划“-”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
例如:E308-15——表示焊条为碱性药皮,适用于全位置,采用直流反极性焊接,308表示熔敷金属化学成分分类代号。
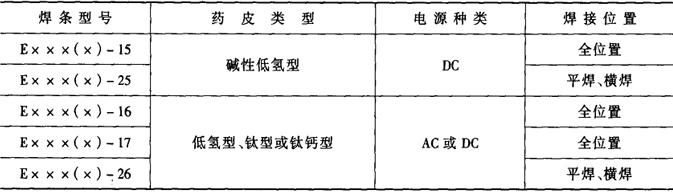
不锈钢焊条型号后面附加的后缀(15、16、17、25、26)表示焊条药皮类型及焊接电源种类,如表1-2-18所示。后缀15表示焊条为碱性药皮,直流反极性焊接;后缀16表示焊条可以是碱性药皮,也可以是钛型或钛钙型药皮,交直流两用;后缀17是药皮类型16的变型,表示焊条为钛酸型药皮(用SiO2代替药皮类型16中的一些TiO2),焊接熔化速度快,抗发红性能优良,可交直流两用。后缀25和26焊条的药皮成分和操作特征与药皮类型15和16的焊条类似,药皮类型15和16焊条的说明也适合于药皮类型25和26。
表1-2-18 焊接电源种类及焊接位置
不锈钢焊条熔敷金属的化学成分应符合表1-2-19规定,熔敷金属力学性能应符合表1-2-20规定。可用于交流或直流焊接的焊条试验时应采用交流。
表1-2-19 不锈钢焊条熔敷金属的化学成分(%)



注:①表中单值均为最大值。
②当对表中给出的元素进行化学分析还存在其他元素时,这些元素的总量不得超过0.5%(铁除外)。
③焊条型号中的字母L表示碳含量较低,H表示碳含量较高,R表示碳、磷、硅含量较低。
表1-2-20 不锈钢焊条熔敷金属的力学性能



注:①表中的数值均为最小值。
②热处理栏中的字母表示的内容如下:
a.试件在730~760℃保温1h以不超过60℃/h的速度随炉冷至315℃,然后空冷。
b.试件在595~620℃保温1h,然后空冷。
c.试件在760~790℃保温2h以不超过55℃/h的速度随炉冷至595℃,然后空冷。
d.试件在840~870℃保温1h以不超过55℃/h的速度随炉冷至595℃,然后空冷。
e.试件在1025~1050℃保温1h空冷至室温,随后再加热至610~630℃保温4h,进行沉淀硬化处理,然后空冷至室温。
f.试件在740~760℃保温4h,然后空冷。
g.试件在730~750℃保温4h,然后空冷。
熔敷金属拉伸试验用的母材应为与化学分析相当的不锈钢板。如母材化学成分与熔敷金属化学成分不相当,应先用试验焊条在坡口面及垫板面堆焊隔离层,隔离层厚度加工后不得小于3mm。
新国标GB/T983-95与GB983-85相比变化较大,不锈钢焊条的新旧型号对照如表1-2-21所示。原有的不锈钢焊条型号(GB983-85)编制中首字母“E”表示焊条,熔敷金属含碳量用“E”后面的一位或二位数字表示,“00”表示含碳量不大于0.04%,“0、1、2、3”则分别表示含碳量不大于0.10%、0.15%、0.20%、0.45%。含碳量数字后面的数字,分别表示熔敷金属中铬、镍含量的近似百分数。若熔敷金属中含有其他重要合金元素,则在型号中再加注元素符号及其平均含量。
表1-2-21 不锈钢焊条的新旧型号对照表[8,9]

(4)堆焊焊条型号划分 堆焊焊条型号按熔敷金属化学成分及药皮类型划分。堆焊焊条型号编制方法为:首字母“E”表示焊条;型号第二位“D”表示堆焊焊条;型号中第三位至倒数第三位表示焊条特点,用拼音字母或化学元素符号表示堆焊焊条的型号分类,如表1-2-22所示。型号中最后二位数字表示焊条药皮类型及焊接电源种类,用短划“-”与前面符号分开,如表1-2-23所示。如在同一基本型号内有几个分型时,可用字母A、B、C等标志,如再细分可加注下角数字1、2、3……,如A1、A2、A3等,此时再用短划“-”与前面符号分开。
表1-2-22 堆焊焊条的型号分类

表1-2-23 堆焊焊条型号中药皮类型的数字表示

堆焊焊条型号举例:
EDPCrMo-A1-03——表示含铬钼合金元素的普通低中合金钢堆焊焊条,药皮类型为钛钙型,可采用交流或直流。
堆焊焊条堆焊层金属化学成分和硬度的平均值应符合表1-2-24规定。各测定点的硬度值与平均值的偏差不应超出平均值的±15,对于气密性要求较高的阀门堆焊焊条和硬度值小于或等于HRC30的堆焊焊条,各测定点的硬度值与平均值的允许偏差为±4。
表1-2-24 堆焊焊条堆焊层化学成分和硬度值[6,7]



堆焊焊条的工艺性能试验可在堆焊硬度试验的过程中进行。检查堆焊表面质量,然后除去表层约1~2mm,检查堆焊金属内部缺陷。熔敷金属硬度试验应在厚度等于或大于16mm钢板上按平焊位置进行堆焊,堆焊至少4层,每道焊缝宽度不得大于焊条直径的4倍。堆焊过程中,每焊完一道,焊缝应冷却至(100±10)℃再开始堆焊下一道焊缝。对于要求预热或需进行焊后热处理的焊条,按焊条说明书推荐的预热和焊后热处理规范进行。堆焊金属顶面尺寸不得小于15mm×70mm。
(5)铸铁焊条型号划分 铸铁焊条型号根据熔敷金属的化学成分及用途划分。首字母“E”表示焊条,字母“Z”表示用于铸铁焊接;在“EZ”后面用熔敷金属主要化学元素符号或金属类型代号表示,如表1-2-25所示;再细分时用数字表示。
表1-2-25 铸铁焊条类别及型号

铸铁焊条型号举例:
EZ NiFe-1——熔敷金属中主要元素为镍、铁的铸铁焊条。
铸铁焊条熔敷金属化学成分应符合表1-2-26规定。供焊条化学分析的堆焊试块尺寸为:焊条是铸造焊芯时试块最小尺寸80mm×50mm×16mm,冷拔焊芯时试块最小尺寸60mm×40mm×10mm。镍基焊条堆焊层间温度不大于120℃,铁基铸铁焊条堆焊层间温度可大于120℃。试块允许退火处理后取样。
表1-2-26 铸铁焊条熔敷金属的化学成分(%)[6,7]

(6)镍及镍合金焊条型号划分 镍及镍合金焊条型号根据熔敷金属化学成分、药皮类型及电流种类划分,如表1-2-27所示。
表1-2-27 镍及镍合金焊条型号划分

注:药皮类型中,03表示焊条为钛钙型药皮,15表示焊条为低氢钠型碱性药皮,16表示焊条为低氢钾型碱性药皮。
例如:ENiCrFe-1-15——表示熔敷金属中主要元素为镍、铬、铁的镍及镍合金焊条,焊条药皮为低氢钠型,采用直流焊接,细分类序号为1。
镍及镍合金焊条熔敷金属的化学成分应符合表1-2-28规定,熔敷金属的抗拉强度及延伸率应符合表1-2-29要求。对于直径2.0mm的焊条应做二个横向正弯试验,对于直径2.5~5.0mm的焊条应做三个横向侧弯试验。
表1-2-28 镍及镍合金焊条熔敷金属的化学成分(%)

注:①在对本表中规定的化学元素进行分析时,如果发现存在其他元素,则应进一步分析,分析结果不应超过其他元素总量。
②表中所列单个值,除有其他规定,则均为最大值。1)镍含量包括附带的钴。2)钴——有要求时最大为0.12。3)钽——有要求时最大为0.30。4)铌——有要求时最大为2.5。
表1-2-29 镍及镍合金焊条熔敷金属的抗拉强度及延伸率

母材化学成分与试验焊条熔敷金属化学成分不相当时,应先用试验焊条在坡口面及垫板面堆焊隔离层,隔离层厚度加工后不少于3mm。低氢型焊条试验前应进行250~300℃×1~2h烘干。对既可用交流又可用直流焊接的焊条,试验时应采用交流焊接。
(7)铜及铜合金焊条型号划分 铜及铜合金焊条的型号根据熔敷金属的化学成分划分。首字母“E”表示焊条,“E”后面的字母直接用元素符号表示型号分类,同一分类中有不同化学成分要求时,用字母或数字表示,并以短划“-”与前面的元素符号分开。铜及铜合金焊条熔敷金属的化学成分如表1-2-30所示,力学性能如表1-2-31所示。
表1-2-30 铜及铜合金焊条熔敷金属的化学成分(%)

注:表中所示单个值均为最大值,ECuNi-A和ECuNi-B类硫含量应小于0.015%,字母f表示微量,Cu元素中允许含有Ag。
表1-2-31 铜及铜合金焊条熔敷金属的力学性能

铜及铜合金焊条的新旧型号对照如表1-2-32所示。
表1-2-32 铜及铜合金焊条的新旧型号对照表

(8)铝及铝合金焊条型号划分 铝及铝合金焊条型号根据焊态的焊缝力学性能及焊芯的化学成分划分,如表1-2-33所示。铝及铝合金焊条焊芯的化学成分和熔敷金属的抗拉强度应符合表1-2-34的要求。各种直径焊条的力学性能试验均应用相应直径的同类焊条进行,弯曲试样弯曲后在表面任何方向上都不应有裂纹或大于3mm的其他外表缺陷。
表1-2-33 铝及铝合金焊条型号的划分

表1-2-34 焊芯的化学成分和熔敷金属的抗拉强度

2.电焊条的牌号
焊条牌号是有关工业部门或生产厂家根据焊条的主要用途、性能特点对焊条产品的具体命名。目前国内各行各业对原有的焊条牌号及编制方法沿用已久,新编制的《焊接材料产品样本》中保留了原焊条牌号,将新国标中的焊条型号与原牌号对照并加以标注[1]。电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈刚焊条等,如表1-2-1所示。
焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后面的三位数字中,前面两位数字表示各大类中的若干小类,第三位数字表示各种焊条牌号的药皮类型及焊接电源。焊条牌号中第三位数字的含义列于表1-2-35,其中盐基型主要用于有色金属焊条(如铝及铝合金焊条等),石墨型主要用于铸铁焊条及个别堆焊焊条中。数字后面的字母符号表示焊条的特殊性能和用途,如表1-2-36所示。
表1-2-35 焊条牌号中第三位数字的含义

表1-2-36 焊条牌号后面加注各字母符号的含义[5]


(1)结构钢焊条(包括低合金高强钢焊条) 焊条牌号首字母“J”(或汉字“结”)表示结构钢焊条。牌号前两位数字表示熔敷金属抗拉强度的最低值,如表1-2-37所示;牌号第三位数字表示药皮类型和焊接电源种类。药皮中铁粉含量约为30%或熔敷效率105%以上,在牌号末尾加注“Fe”字及二位数字(以效率的1/10表示)。有特殊性能和用途的结构钢焊条,在牌号后面加注起主要作用的元素或主要用途的拼音字母(一般不超过二个),如J507MoV、J507CuP。
表1-2-37 结构钢焊条熔敷金属强度等级

例如,J507(结507)焊条:“J”(结)表示结构钢焊条,牌号中前两位数字表示熔敷金属抗拉强度的最低值为490MPa,第三位数字“7”表示药皮类型为低氢钠型,直流反接电源。按照国标GB/T5117-95,它应符合E5015型焊条要求。
例如:J421X——表示熔敷金属抗拉强度大于420MPa的立向下结构钢专用焊条,氧化钛型药皮,交直流两用。
(2)钼和铬钼耐热钢焊条 焊条牌号首字母“R”(或汉字“热”)表示钼和铬钼耐热钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成(表1-2-38);牌号第二位数字表示熔敷金属主要化学成分组成等级中的不同牌号,对于同一组成等级的焊条,可有十个序号,按0、1、2、…、9顺序编排,以区别铬钼之外的其他成分。牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-38 耐热钢焊条熔敷金属主要化学成分组成等级

例如:R347——表示熔敷金属化学成分等级为铬含量约1%,钼含量约0.5%的耐热钢焊条,低氢钠型药皮,直流电源,牌号分类编号为4。
(3)低温钢焊条 焊条牌号首字母“W”(或汉字“温”)表示低温钢焊条。牌号前两位数字表示低温钢焊条工作温度等级(表1-2-39);牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-39 低温钢焊条工作温度等级

例如,W707表示低氢钠型药皮的低温钢焊条,直流电源,工作温度等级为-70℃。
(4)不锈钢焊条 焊条牌号首字母“G”(或汉字“铬”)或“A”(或汉字“奥”),分别表示铬不锈钢焊条或奥氏体铬镍不锈钢焊条。牌号第一位数字表示熔敷金属主要化学成分组成(表1-2-40);牌号第二位数字表示同一熔敷金属主要化学成分组成等级中的不同牌号。对同一组成等级的焊条,可有十个序号,按0、1、2、…、9顺序编排,以区别铬、镍之外的其他成分。牌号第三位数字,表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-40 不锈钢焊条熔敷金属主要化学成分组成等级


例如:G202——表示熔敷金属含铬量约为13%的铬不锈钢焊条,钛钙型药皮,交直流两用,牌号分类编号为0。A022——表示熔敷金属含碳量≤0.04%(超低碳)的奥氏体不锈钢焊条,钛钙型药皮,交直流两用,牌号分类编号为2。
(5)铸铁焊条 焊条牌号首字母“Z”(或汉字“铸”)表示铸铁焊条。牌号第一位数字表示熔敷金属主要化学成分组成类型(表1-2-41);牌号第二位数字表示同一熔敷金属主要化学成分组成类型中的不同序号,对于同一成分组成类型焊条,可有十个牌号,按0、1、2、…、9顺序排列。牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-41 铸铁焊条牌号第一位数字含义

例如:Z308——表示熔敷金属主要化学组成类型为纯镍的铸铁焊条,石墨型药皮,交直流两用,牌号分类编号为0。
(6)堆焊焊条 焊条牌号首字母“D”(或汉字“堆”)表示堆焊焊条。牌号第一位数字表示堆焊焊条的用途或熔敷金属的主要成分类型(表1-2-42),第二位数字表示同一用途或熔敷金属主要成分中的不同牌号,对同一药皮类型的堆焊焊条按0、1、2、…、9顺序排列;牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-42 堆焊焊条牌号前两位数字的含义

例如:D256——表示常温高锰钢堆焊焊条,低氢钾型药皮,交直流两用。
(7)有色金属焊条 牌号前加“Ni”(或汉字“镍”)、“T”(或汉字“铜”)、“L”(或汉字“铝”),分别表示镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条。牌号第一位数字表示熔敷金属化学成分组成类型,其含义如表1-2-43;牌号第二位数字表示同一熔敷金属化学成分组成类型中的不同牌号,对于同一组成类型的焊条,可有十个牌号,按0、1、2、…、9顺序编排。牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-43 有色金属焊条牌号第一位数字的含义

例如:
Ni112——表示熔敷金属化学成分组成类型为纯镍的镍及镍合金焊条,钛钙型药皮,交直流两用,分类编号为1。
T307——表示熔敷金属化学成分组成类型为白铜的铜及铜合金焊条,低氢钠型药皮,直流电源,分类编号为0。
L109——表示熔敷金属化学成分组成类型为纯铝的铝及铝合金焊条,盐基型药皮,直流电源,分类编号为0。
(8)特殊用途焊条 牌号前加字母“TS”(或汉字“特”)表示特殊用途焊条。牌号第一位数字表示焊条的用途,其含义列于表1-2-44;牌号第二位数字表示同一用途焊条的不同牌号,对于同一类型焊条,可有十个牌号,按0、1、2、…、9顺序排列。牌号第三位数字表示药皮类型和焊接电源种类(表1-2-35)。
表1-2-44 特殊用途焊条牌号第一位数字的含义
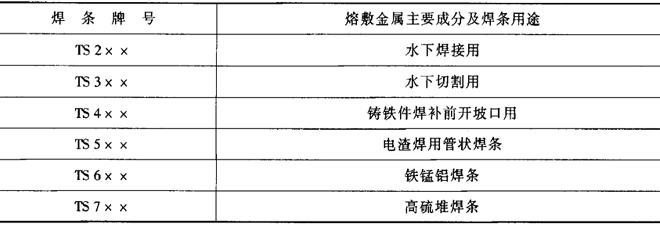
例如:TS304——表示用途为水下切割用的特殊用途焊条,氧化铁型药皮,交直流两用,分类编号为0。