手工电弧焊设备
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第56页(10120字)
手工电弧焊设备中所用的电源是额定电流在500安以下的弧焊电源。目前,我国手工电弧焊机主要有交流弧焊电源、直流弧焊电源、弧焊逆变电源三大类。
1.手工电弧焊电源的特点
(1)交流弧焊电源 手工电弧焊中的交流弧焊电源根据输出电流波形的不同有弧焊变压器和矩形波交流弧焊电源两种。
弧焊变压器输出正弦交流电。它由初、次级线圈相隔离的主变压器以及所需的调节和指示装置组成,将电网的交流电变成适合于焊接的低压交流电。这种变压器一般为单相供电,适用于用酸性焊条焊接一般的焊接结构。电源下降外特性的获得靠在变压器次级回路中串联交流电抗器或增加变压器自身的漏磁实现。
矩形波交流弧焊电源利用半导体技术来获得矩形波交流电流,由于电流从正变为负或从负变成正时速率快,从而电弧稳定性好;其次,电流波形为矩形波,它的可调参数多,功率因数高。它除了用于用酸性焊条焊接普通结构钢外,甚至可代替直流弧焊电源用碱性焊条焊接难焊材料,获得高质量的焊缝。
(2)直流弧焊电源 手工电弧焊中使用的直流弧焊电源按结构形式和获得直流输出的原理不同可分为直流弧焊发电机、硅二极管式弧焊整流器、晶体闸管式弧焊整流器。近年来,由于电力电子技术的发展,弧焊整流器电源已经成为直流焊机的主流,而电动机驱动的直流弧焊发电机已经不再生产,逐渐被淘汰。
(3)逆变弧焊电源 逆变弧焊电源是近20年来随着电子技术的发展而发展起来的新型电源。它是将电网输送来的交流电通过整流电路整流成直流,再通过由电子开关元件组成的逆变电路将直流电变成高频交流电。然后再通过高频变压器将电压降到适合焊接所需的电压。然后直接输出交流方波信号或通过整流变成直流再输出。在逆变电源中,流过变压器的是高频电信号,由于其频率高,从而使变压器铁心的尺寸减小,整个逆变电源体积变小,重量减轻,因此,特别适宜作为流动工作场合的电源。
2.常用手工电弧焊机类型及其应用
(1)弧焊变压器 手工电弧焊使用的交流弧焊电源主要是弧焊变压器。根据获得下降外特性的方式不同,弧焊变压器可分为增强漏磁式、串联电抗器式等类型,但目前生产和使用的主要是增强漏磁式弧焊变压器。增强漏磁式弧焊变压器是靠增加变压器初、次级之间的漏磁来获得电源的下降外特性,通过改变初次级绕组之间的漏磁来调节焊接规范参数。这类变压器主要有动铁心式、动圈式和抽头式三种。
①动铁心式弧焊变压器 动铁心式弧焊变压器的型号是BX1,它靠在初级绕组W1、次级绕组W2间增加一个活动铁心作为磁分路来增加漏磁,加大电抗,从而获得陡降外特性,其结构如图1-2-1所示。在变压器窗口中移动动铁心,可改变漏抗,调节焊接规范。
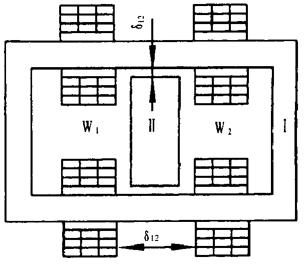
图1-2-1 动铁心式弧焊变压器结构[11]
动铁心有矩形和梯形两种形式,如图1-2-2所示。矩形动铁心移动时,动铁心与静铁心之间的间隙不变,只是动铁心的导磁面积改变,这样变压器漏抗变化范围小,焊接规范可调范围窄。梯形动铁心移动时,不仅动铁心的导磁面积改变,而且动铁心与静铁心之间的间隙变化,这样变压器漏抗变化范围大,焊接规范可调范围大,并且可较均匀地进行线性无级调节,但加工较复杂。
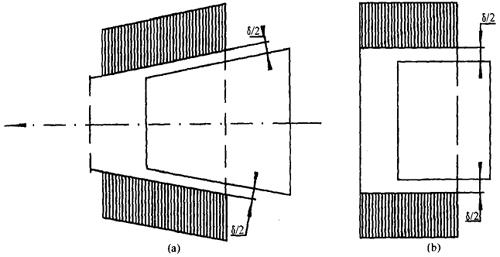
图1-2-2 不同形式动铁心与静铁心配合示意图[12]
(a)梯形动铁心与静铁心配合示意图 (b)矩形动铁心与静铁心配合示意图
动铁心式弧焊变压器的特点是:动铁心振动较小,引起的电流波动小,电弧较稳定。但由于活动铁心的存在,磁路内有空气隙,所以杂散磁通引起的损耗比较大。这类变压器由于内部漏抗足够大,不必用电抗器,从而节省了原材料的消耗。
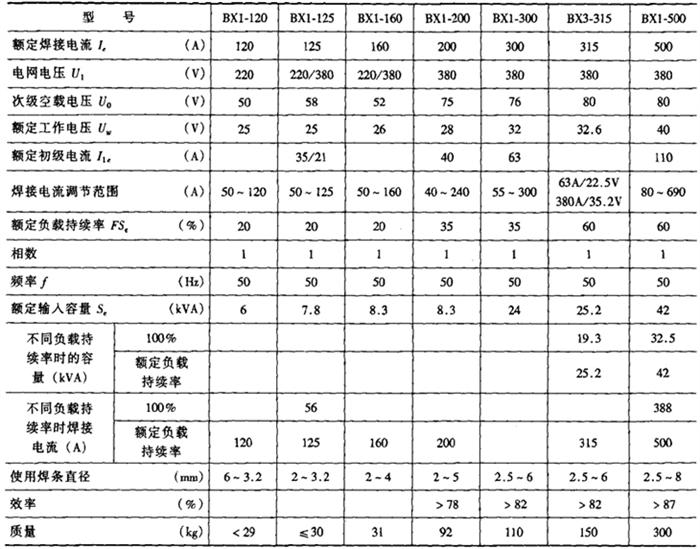
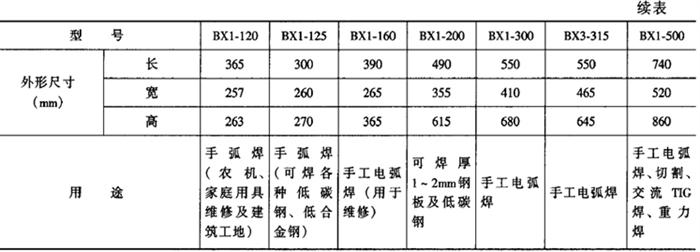
动铁心式弧焊变压器主要性能如表1-2-45所示。
表1-2-45 动铁心式弧焊变压器主要性能
②动圈式弧焊变压器 动圈式弧焊变压器是另一种增强漏磁式弧焊变压器,其型号是BX3。它的结构示意如图1-2-3所示。它的结构特点是铁心形状高而窄,两侧心柱上都套有初级绕组和次级绕组。初级绕组和次级绕组各自分开缠绕。初级绕组在下方固定不动,次级绕组在上方是活动的,摇动手柄可使其沿铁心柱上下移动,以改变其与初级绕组间的距离。由于铁心窗口较高,绕组间距可调范围较大,使得初级绕组和次级绕组之间磁的耦合不紧密而有很强的漏磁,由此所产生的漏抗就足以得到下降外特性,而不必附加电抗器。

图1-2-3 动圈式弧焊变压器结构示意图[12]
Ⅰ.初级绕组(固定) Ⅱ.次级绕组(可动)
1.手柄 2.调节螺杆 3.铁心
动圈式弧焊变压器突出的优点是没有活动铁心,避免了由于铁心振动所引起的小电流时电弧不稳等一系列弊端。虽然初、次级绕组之间也有电磁力作用,但却小得多,几乎不引起危害,且当调至小电流时,绕组间距最大,电磁力更小,故电弧稳定。但是电流调节下限受到铁心高度的限制,因而电流调节范围较窄;常用改变绕组匝数来扩大电流调节范围。与动铁心式弧焊变压器相比,它调节电流不方便,消耗电工材料较多,经济性较差,一般作为中等容量电源。动圈式弧焊变压器产品的主要性能参数如表1-2-46所示。
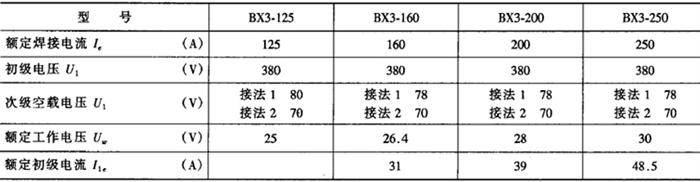
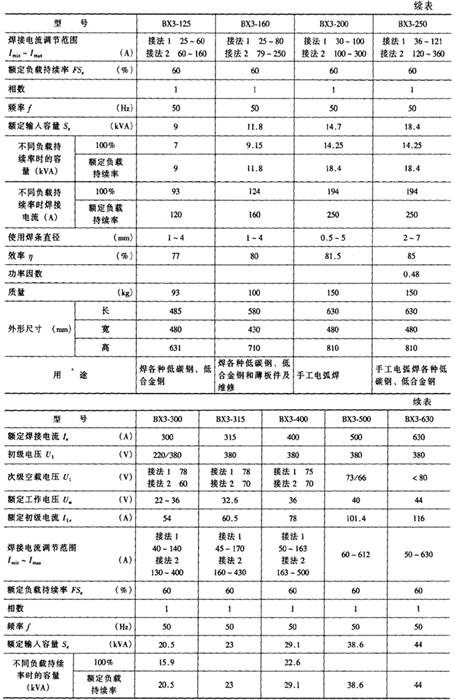
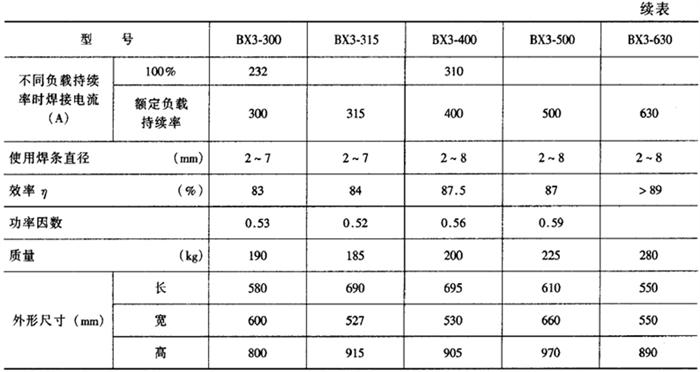
表1-2-46 动圈式弧焊变压器产品的主要性能参数
③抽头式弧焊变压器 抽头式弧焊变压器的型号是BX6,其结构如图1-2-4所示。在两侧心柱Ⅰ、Ⅱ之间设有磁分路Ⅲ,铁心Ⅲ固定不动。初级绕组分为两部分,绕在心柱Ⅰ的W1I和绕在心柱Ⅲ上的W1Ⅲ。次级绕组单独绕在心柱Ⅱ上,由于初、次级绕组分别绕在不同的心柱上,且W2与W11之间还有磁分路,因而增强了漏磁。当W1Ⅰ与W1Ⅲ顺联时,绕组W1Ⅰ在负载时产生的磁通有增强漏磁的作用,绕组W1Ⅲ在负载时产生的磁通有减小次级输出电压的作用,从而使外特性变陡,降低了电流的调节下限;反联时则相反,此时削弱漏磁和增大次级输出电压,外特性变缓、电流增大。旋转开关Q2改变W1Ⅲ的匝数也可调节电流。因此,通过开关Q1、Q2分别进行粗调和细调,可拓宽电流的调节范围。
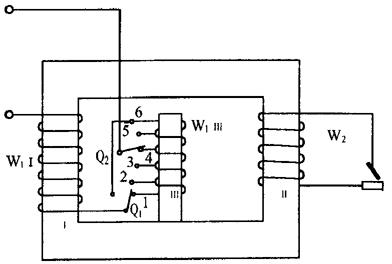
图1-24 三心柱抽头式弧焊变压器[12]
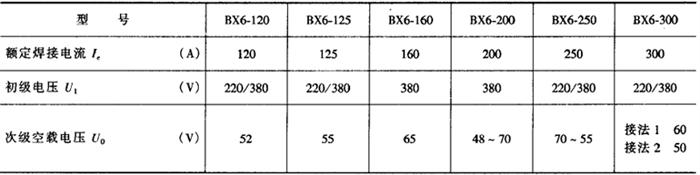
这种弧焊变压器结构简单,易于制造,无活动部分,避免了电磁力引起振动带来的小电流时电流不稳定的弊病,因而电弧稳定,无噪音,使用可靠,成本低廉。由于其空载电压变化大,材料有效利用率低,故适宜做成低负载持续率的中、小型电源。抽头式弧焊变压器的主要性能参数如表1-2-47所示。
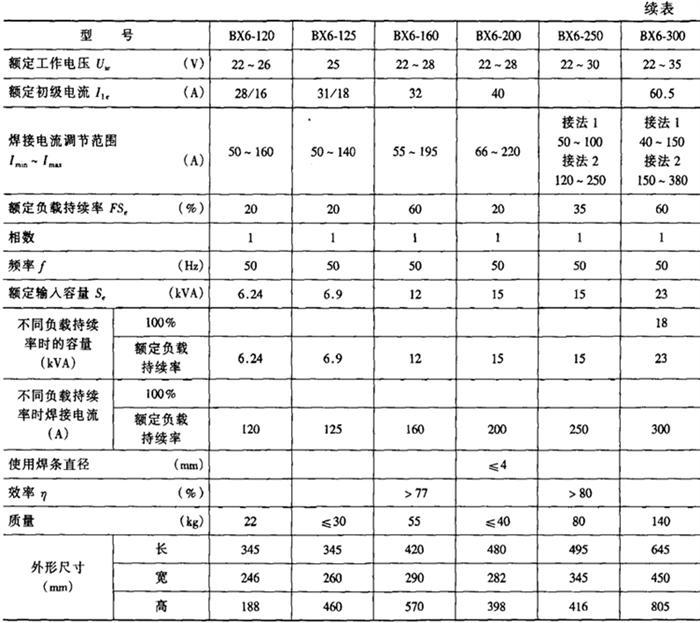
表1-2-47 抽头式弧焊变压器产品的主要性能参数
(2)直流弧焊电源 直流弧焊电源供电的电弧由于焊接电流不过零,焊接电流和电压波形不发生畸变,所以电弧燃烧稳定。但是,手工电弧焊焊接时,电弧的引弧方式一般采用接触引弧方式,焊条要熔化并向焊接熔池中过渡,电流小时常采用大颗粒熔滴过渡方式,电弧的弧长是随着时间变化的。这样在采用直流电源焊接时,对电源的动特性就有要求。弧焊电源的动特性对电弧稳定性、熔滴过渡、飞溅以及焊缝成形等都有很大的影响。
直流弧焊电源主要包括直流弧焊发电机、磁放大器式弧焊整流器、硅弧焊整流器、晶闸管式弧焊整流器。其中直流弧焊发电机、磁放大器式弧焊整流器的磁惯性大,所以对它们的动特性有要求。它们的动特性主要指标如表1-2-48所示。
表1-2-48 直流弧焊电源动特性的主要性指标
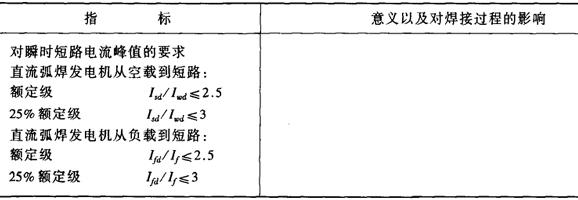

注:Isd-瞬时短路电流峰值;Iwd-稳态短路电流值;If-短路前负载电流值;I′sd-短路0.05秒后的瞬时电流值。
①直流弧焊发电机 较早使用的直流电源是直流弧焊发电机,它一般由特种直流发电机和获得所需外特性的调节装置等组成。由于它具有空载损耗大、效率低、噪声大、费材料、维修难等缺点,因此,随着半导体技术的发展,新型直流弧焊电源的不断涌现,它势必被取代。目前,工业发达国家只生产少量以汽油(或柴油)机为动力机的直流弧焊发电机,用于没有电网的野外工作场合。我国也已明确禁止生产电动机驱动的直流弧焊发电机。
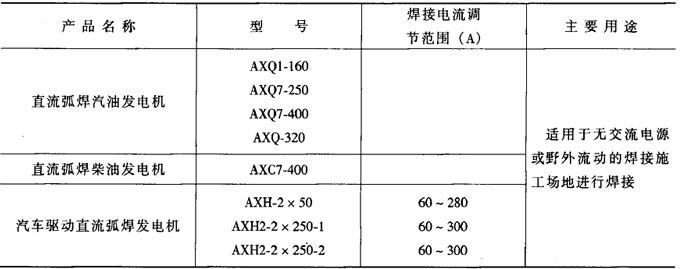
柴(汽)油发电机驱动的直流弧焊发电机。可组装成汽车式,用汽车的发动机驱动一台或两台发电机。它适用于野外无电源的地区,特别是在野外沼泽地或丘陵山坡地区的大口径输气管道的施工中更为适宜。有拖车式柴(汽)油机驱动的AXC1型及AXQ7型,有汽车驱动的AXH型。柴(汽)油机驱动直流弧焊发电机的产品及型号如表1-2-49所示。
表1-2-49 柴(汽)油机驱动直流弧焊发电机产品及型号
②弧焊整流器 弧焊整流器是一种把交流电经过变压、整流获得直流电,供给电弧负载的电源。与直流弧焊发电机相比较,它没有机械旋转部分,是静态的直流弧焊电源。它具有噪音小、省电、省料、效率高和制造维护简单等优点。随着半导体技术的发展,整流技术的进步,弧焊整流器的性能已有显着提高,并已取代了直流弧焊发电机。
弧焊整流器按照整流元件种类可分为硅整流、晶闸管整流两类,按照外特性调节机构的作用原理分类主要可分为:硅弧焊整流器、磁放大器式弧焊整流器、晶闸管整流弧焊整流器三大类。磁放大器式弧焊整流器由于消耗材料较多,成本较高,目前已不再生产。
硅整流弧焊整流器,制造简单,节省材料,使用寿命长,噪音小,维修方便,效率高。但其焊接电流随电网电压波动,稳定性差,焊接过程中焊接电流变化较大,且过载能力差。
硅整流焊机有单相、三相之分。这类焊机一般由增强漏磁式主变压器加上整流电路组成,通常有动铁心式弧焊整流器和动圈式弧焊整流器。
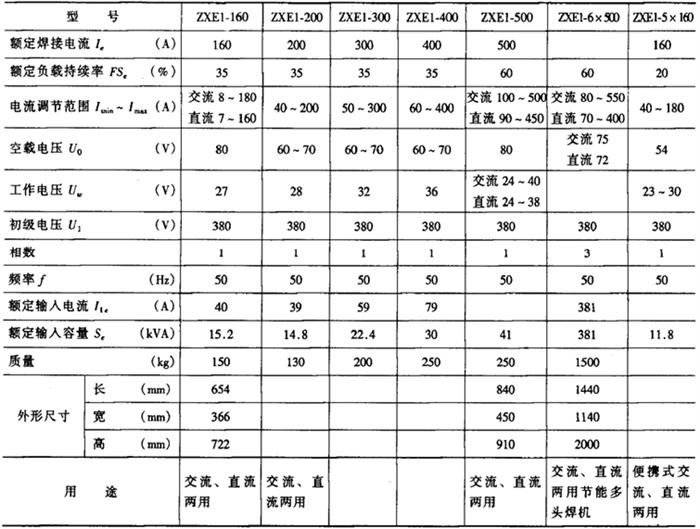
动铁心式弧焊整流器主变压器一般采用单相增强漏磁式形式。通常为交直流两用焊机。它具有动铁心式弧焊变压器的优点。它的型号为ZXE1系列。焊机的型号和技术参数如表1-2-50所示。
表1-2-50 动铁心式弧焊整流器性能参数
动圈式弧焊整流器主要由三相动圈式变压器、三相全桥整流电路、浪涌装置组成。三相动圈式变压器的铁心形式为对称Y形,三个铁心柱布置在等边三角形三个顶点处,这种铁心形式有利于三相磁路平衡,从而保证三相电流平衡。次级绕组固定,初级绕组位于外圈,可以上下移动。凭借变压器漏感获得下降外特性。依靠改变初、次级绕组的距离,改变变压器的漏感,实现焊接参数的调节。
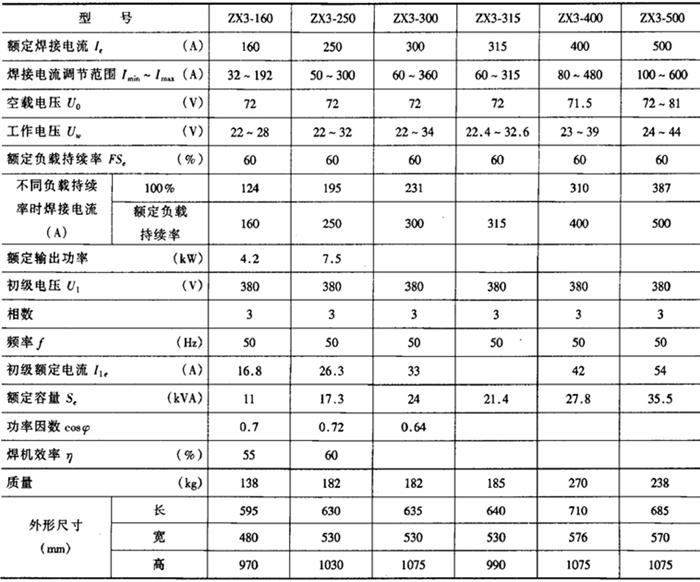
三相全桥整流电路将三相交流电整流为直流电。浪涌装置是一个并联在整流器输出端的辅助半波整流电源。当熔滴造成短路时,这个装置产生浪涌电流,增加熔滴过渡的推动力,提高焊接过程的稳定性。浪涌电流有强、弱两档,根据焊接要求用转换开关调节。动圈式弧焊整流器的型号是ZX3,动圈式弧焊整流器主要性能如表1-2-51所示。
表1-2-51 动圈式弧焊整流器主要性能参数
晶闸管式整流弧焊机 随着大功率晶闸管的问世,在20世纪60年代初,出现了以晶闸管为整流元件的弧焊电源,即晶闸管式弧焊整流器。一般晶闸管的电路有主电路和控制电路之分,如图1-2-5所示。主电路由主变压器T、晶闸管整流器UR和输出电抗器L组成。控制电路AT产生晶闸管的触发脉冲。当要求得到下降外特性时,触发脉冲的相位由给定电压Ugi和电流反馈讯号UfT确定;当要求得到平外特性时,触发脉冲相位则由给定电压Ugu和电压反馈讯号Ufu确定。CB为操纵、保护电路。
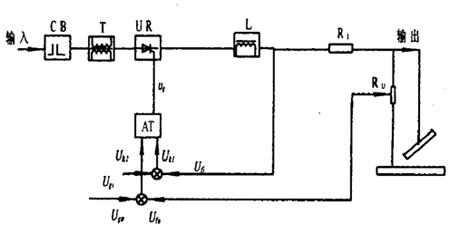
图1-2-5 晶闸管弧焊整流器的组成[11]
晶闸管式弧焊整流器的主要特点是:
与弧焊发电机和磁放大器相比,内部电感要小得多,具有电磁惯性小、反应速度快的特点。在其用作平特性电源时,可以满足所需的短路电流增长速度;而当用作下降外特性电源时,不至有过大的短路电流冲击,且在必要时可以对其动特性指标加以控制和调节。
由于它可以用很小的触发功率来控制整流器的输出,并具有电磁惯性小的特点,因而易于控制。通过不同的反馈方式可以获得所需的各种外特性形状。电流、电压可在宽广的范围内均匀、精确、快速的调节,并且易于实现电网补偿,使焊机电流稳定。按产品技术条件规定,当电网电压在±10%额定电源电压范围内波动时,焊接电流的变化小于或等于3%额定值。例如将焊接电流调在100A时进行焊接,此时,若电网电压在342~418V之间变化,焊接电流将在97~103A内变化,焊接电流是十分稳定的。
与弧焊发电机相比,它没有机械损耗;而且其空载电压可以较低,其效率、功率因数较高,输入功率较小,因而可节约电能。
与弧焊发电机相比,它无原动机。与磁放大器式硅弧焊整流器相比,它没有磁放大器。因而可以节省材料,减轻重量。
与弧焊发电机、硅弧焊整流器相比,它没有可移动部分,噪音明显减小。
该焊机除主电路之外,还有触发电路,使用的电子元件较多,电路较复杂。
这类焊机是原八部委重点推广的节能产品之一,将取代被淘汰的旋转式直流弧焊发电机和磁放大器式弧焊整流器。国内生产的晶闸管式弧焊整流器按其主电路形式分有:主电路为三相桥式全控整流电路的晶闸管式弧焊整流焊机、主电路为三相桥式半控整流电路的晶闸管式弧焊整流焊机、主电路为带平衡电抗器双反星形的晶闸管式弧焊整流焊机三种形式。其中中间那种应用较少。
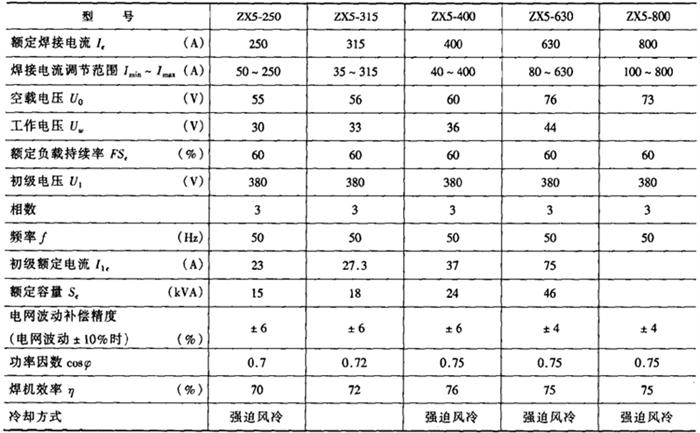
主电路形式为带平衡电抗器双反星形的国产晶闸管式弧焊整流焊机的型号及技术参数如表1-2-52所示。
表1-2-52 国产主电路为带平衡电抗器双反星形的晶闸管式弧焊整流器主要性能
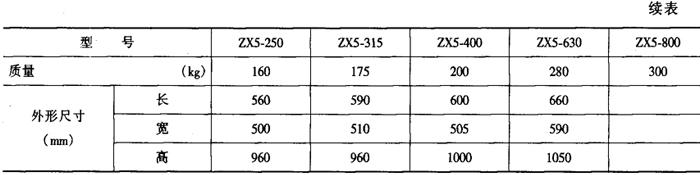
主电路形式为三相桥式全控的国产晶闸管式弧焊整流焊机的型号及技术参数如表1-2-53所示。它的型号仍然是ZX5系列,但其派生代号为B。
表1-2-53 国产主电路为桥式全控整流的晶闸管式弧焊整流焊机的型号及技术参数
这类晶闸管整流弧焊机采用全集成控制电路,具有以下特点:
可控制电弧吹力 焊机中有电弧吹力控制线路,可调节电弧吹力的大小,克服一般弧焊整流器电弧特性软的缺点。
可控制电弧推力 焊机有电弧推力控制线路,可调节电弧推力,焊接时可保证引弧容易,促进熔滴过渡,不粘焊条。
可控制飞溅 焊机有飞溅控制装置,通过控制电弧推力电流的短路值,可控制飞溅大小。
可选择连弧操作与断弧操作方式 焊机设有连弧与断弧选择装置。选用连弧焊时,可保证电弧拉得很长时不熄灭;选择断弧焊时,配合适当的推力电流,可保证焊条一接触工件电弧就引燃,焊条拉开至一定弧长,电弧就熄灭,而且断弧长度可调。
维修方便,这种焊机采用全集成控制线路,一旦焊机出现故障,只需将备用的控制板换上,焊机即可使用,维修很方便。
主电路形式为三相桥式半控整流电路的晶闸管弧焊整流焊机国内很少生产,只有引进ESAB公司技术生产的LHF-400具有这种结构。这里不再作详细介绍。
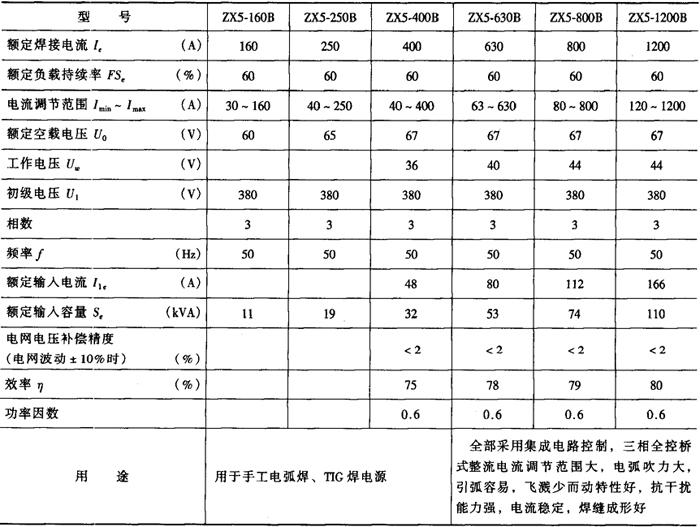
我国部分电焊机厂家引进国外技术生产的晶闸管弧焊整流焊机,其主要性能和技术参数如表1-2-54所示。
表1-2-54 国内几种引进技术晶闸管弧焊电源性能参数
(3)弧焊逆变电源 它是近年来国际、国内发展极为迅速的一种高效、节能的新型弧焊电源,它是从机械式控制、电磁式控制演变成电子控制的一种新型控制方式的电源。具有极高的综合技术指标,是高能耗焊接电源理想的替代产品。
大功率逆变电源都采用三相交流电源供电,380V交流电经三相桥式全波整流后变成高压脉动直流电,经滤波变成高压直流电,再经逆变器变成几千赫兹到几十或几百千赫兹的中频高压交流电。通过中频变压器降压、全波整流后变成适合焊接的低压直流电。
①弧焊逆变电源的特点 逆变弧焊电源作为未来的电源具有如下特点:
体积小重量轻,节省材料 由于逆变电源中的电是频率很高的中频电,这样变压器、电抗器的体积和重量都大大减小。
高效节能 由于变压器和电抗器体积的减小、重量的减轻,它们的铜损和铁损也减小,逆变控制线路消耗的功率和逆变器转换时的励磁电流也小,因此,效率提高,节约电能,并减少配电装置的容量。
适应性强 由于逆变电源的频率高,控制周期短,从而使整机有很高的动态响应,能够进行高速控制,能用作各种焊接方法的电源,适应性极强。
具有良好的外特性 逆变电源的外特性曲线多为恒流带外拖的形式。
正常焊接时,因某种原因电弧突然缩短,电弧电压降至某一数值时,因为外特性曲线外拖,输出电流增大很多,加速了焊条熔化、熔滴过渡,电弧能稳定燃烧,不会发生焊条与焊件粘连现象,因此,电弧稳定性好,焊工操作方便。
②弧焊逆变电源的类型及其技术性能指标 根据逆变器采用的电子功率开关器件不同,目前生产的逆变电源可分为晶闸管型、晶体管型、场效应管型和绝缘栅双极晶体管(IGBT)型四类。国内的逆变焊机主要是晶闸管型和IGBT型。国外则四种类型都比较普及。
晶闸管式弧焊逆变器 是早期开发的产品,技术较成熟,可靠性高。但是,这种类型的弧焊逆变器采用的大功率开关器件是半控型器件晶闸管,调节工艺参数和进行外特性的控制方法通常采用“定脉宽调频率”的方式,是通过改变晶闸管的开关频率来进行的。但为了保证逆变电路能正常工作,电流休止时间必须大于一临界值,而晶闸管频率越高,电流休止时间越短,所以逆变器的频率不能太高。这样这类逆变焊机的逆变频率较低,焊机较重。国内这类焊机的产品型号及主要技术性能参数如表1-2-55所示。
表1-2-55 ZX7系列晶闸管弧焊逆变器主要性能参数
晶体管式弧焊逆变器采用大功率晶体管作为逆变电路的开关器件,工作在开关状态。晶体管是全控型元件,电子系统包含PWM电路和驱动电路。晶体管具有自关断能力,开关时间短,饱和压降低和安全工作区宽等优点。另外,由于晶体管实现了高频化、模块化、廉价化,因此在国内外的逆变焊机中仍有一定的竞争力。国内这种类型的逆变焊机仅有湖北宜昌核工业第二建设公司弧焊机厂生产的ZX7-250焊机。
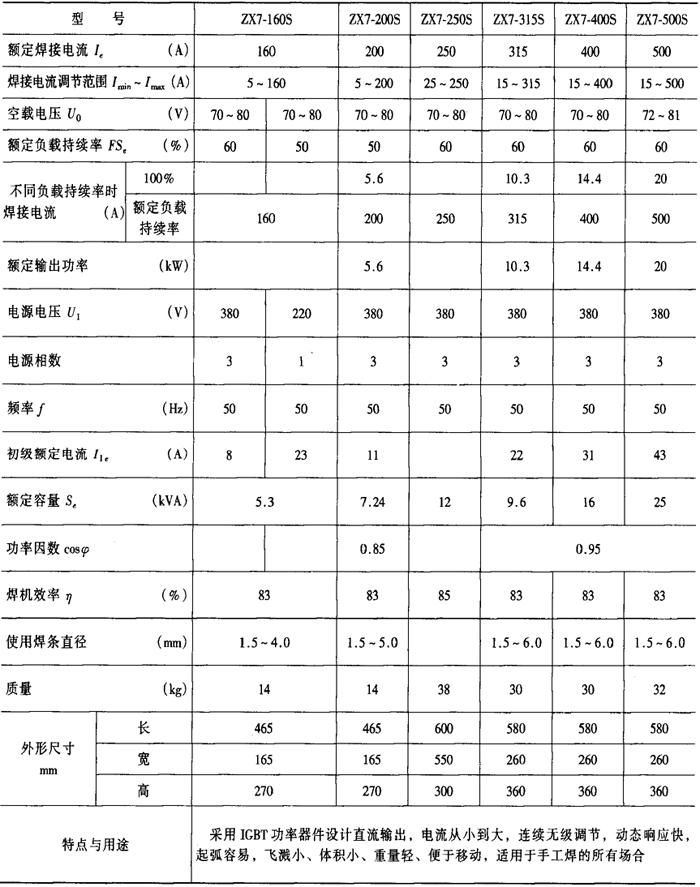
场效应管式弧焊逆变器,场效应管又称为单极型晶体管,大功率场效应管具有控制功率小、可靠工作范围宽、能承受较大脉冲电流、热击穿可能性较小,关断时间短,可实现多管并联工作等优点,所以场效应管型逆变焊机逆变频率最高,目前已有100kHz产品,整机重量最小。但单只场效应管功率小,允许电流小且耐压低,往往需要多管并联工作,这样就给每只管子电流的平衡带来困难,给制造和调试带来了不便。在国内,目前在手工电弧焊电源方面,仅用于如ZX7-130、ZX7-160这样的小功率焊机。
绝缘栅双极晶体管(IGBT)式弧焊逆变器,绝缘栅双极晶体管(IGBT)式弧焊逆变器最高频率可达50kHz,是目前国内生产较多的逆变焊机,已有各种容量。这类焊机以绝缘栅双极晶体管作为功率开关元件,这种元件是将大功率场效应管MOSFET和大功率晶体管GTR集成在一个芯片上的复合器件。功率MOSFET是单极型电压驱动器件。它具有工作速度快、输入阻抗高、热稳定性好及驱动电路简单等特点,但它导通电阻较大,电流容量也较低,而GTR是双极型电流驱动器件,其阻断电压高、载流能力强,但工作速度较慢,驱动电流大,控制电路较复杂。这两类器件的缺点限制它们的发展。而IGBT这种复合器件则集中了两者的优点,具有载流容量大,开通损耗小,饱和电压低的优点,近十几年来发展较快[13]。
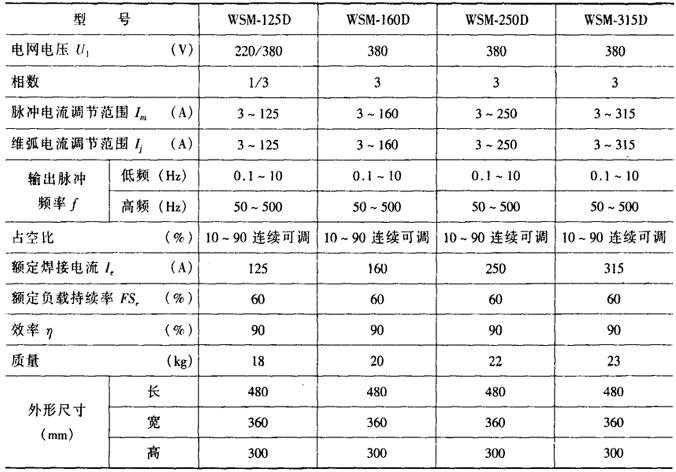
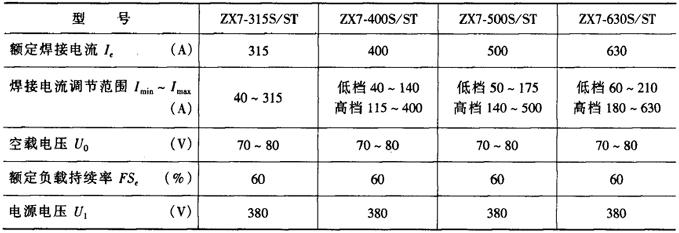
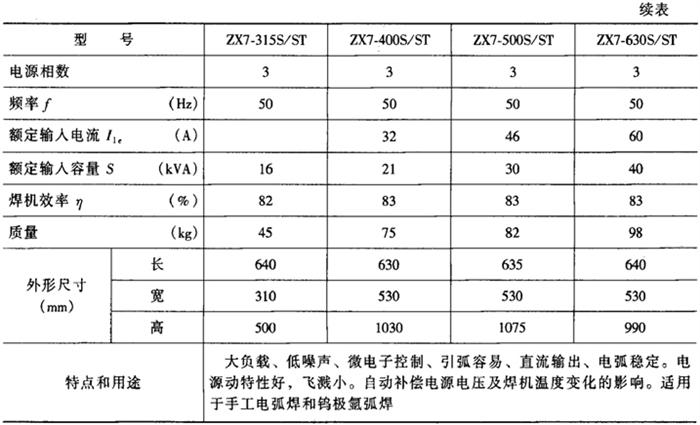
由于IGBT的上述特点,绝缘栅双极晶体管(IGBT)式弧焊逆变器控制功率小,动态响应快,电流稳定,是目前最有竞争力的焊接电源。表1-2-56列出了国内生产的ZX7系列IGBT逆变式弧焊整流器主要性能及生产厂家。表中S表示手工电弧焊。
表1-2-56 ZX7系列IGBT逆变式弧焊整流器主要性能参数
采用手工电弧焊或钨极氩弧焊方法焊接时,电源的外特性都工作在恒流段。它们的区别仅在于采用手工电弧焊时,作为电极之一的焊条要熔化,并有熔滴向金属熔池中过渡,可能存在电弧的再引燃问题,所以手工电弧焊的外特性一般为恒流带外拖的特性。这通过在控制电路上进行合理的设计即可实现。因而,现在许多IGBT逆变手弧焊电源均兼有TIG焊的功能,如表1-2-57所示的1GBT多用弧焊电源。
表1-2-57 IGBT逆变多功能弧焊电源技术参数