对焊剂的要求及分类
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第84页(3504字)
1.对焊剂的要求[1]
(1)应具有良好的冶金性能,配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能以及较强的抗冷裂纹和热裂纹的能力。
(2)应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力,焊缝成形良好、脱渣容易,焊接过程中产生的有害气体要少。
(3)要有一定的颗粒度和颗粒强度,以利于多次回收使用。焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。其中小于规定粒度的细颗粒不大于5%,大于规定粒度的粗颗粒不大于2%。焊剂中夹杂物及其他杂质的含量不得大于焊剂质量分数的0.1%。
(4)焊剂应有较低的含水量和良好的抗潮性,焊剂含水量的质量分数不得大于0.2%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h时吸潮率不应大于0.15%。
(5)焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
2.焊剂的分类
焊剂可分别按用途、制造方法、化学成分、焊接冶金性能等进行分类;也可按焊剂的酸碱性、焊剂的颗粒结构来分类。每一种分类方法都只是从某一方面反映了焊剂的特性,不能概括焊剂的所有特点。
(1)按焊剂的用途分类 按焊剂的使用场合,可分为埋弧焊焊剂、堆焊焊剂、电渣焊焊剂;按所焊材料的种类,可分为低碳钢用焊剂、低合金钢用焊剂、不锈钢用焊剂、镍及镍合金用焊剂、钛及钛合金用焊剂等。
(2)按制造方法分类 根据制造方法可以把焊剂分成熔炼焊剂和非熔炼焊剂(陶质焊剂、烧结焊剂)两大类。
①熔炼焊剂 把各种矿物性原料按配比混合配成炉料,在电炉或火焰炉中加热到1300℃以上熔化后出炉经过水冷粒化、烘干、筛选得到的焊剂称为熔炼焊剂[2-4]。熔炼焊剂采用的原料主要有锰矿、硅砂、铝矾土、镁砂、萤石、生石灰、钛铁矿等矿物性原料,另外还加入冰晶石、硼砂等。熔炼前原料应进行150~200℃烘干,清除原料中的水分。
熔炼焊剂按颗粒结构又可分为玻璃状焊剂、结晶状焊剂和浮石状焊剂三种。玻璃状焊剂呈透明状颗粒,结晶状焊剂的颗粒具有结晶体特点,浮石状焊剂是泡沫状颗粒。玻璃状焊剂和结晶状焊剂的结构较致密,松装比为1.1~1.8g/cm3,浮石状焊剂的结构比较疏松,松装比为0.7~1.0g/cm3。
②非熔炼焊剂 把各种粉料按配方混合后加入黏结剂,制成一定粒度的小颗粒,经烘焙或烧结后得到的焊剂称为非熔炼焊剂。非熔炼焊剂所采用的原材料与焊条药皮原材料基本相同,对成分和颗粒大小有严格要求。将配料混合均匀后加入黏结剂(水玻璃)制成湿料,然后把湿料制成一定尺寸的颗粒(一般为0.5~2mm),将颗粒状焊剂送入干燥炉内固化、烘干、去除水分,加热温度为150~200℃,最后送入烧结炉内烧结。根据烘焙温度的不同,非熔炼焊剂又分为以下两种:
黏结焊剂(亦称陶质焊剂或低温烧结焊剂),以水玻璃做黏结剂,经350~500℃低温烘焙得到的焊剂。由于烘焙温度低,焊剂具有吸潮倾向大、颗粒强度低等缺点。
烧结焊剂是在较高温度(700~1000℃)烧结后粉碎成一定尺寸的颗粒。经高温烧结后,焊剂的颗粒强度明显提高,吸潮性大大降低。
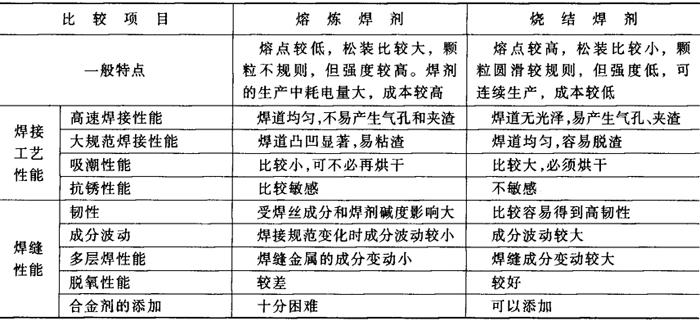
与熔炼焊剂相比,烧结焊剂熔点较高,松装比较小,这类焊剂适于大线能量焊接。烧结焊剂的碱度可以在较大范围内调节而仍能保持良好的工艺性能,可以根据施焊钢种的需要通过焊剂向焊缝过渡合金元素;烧结焊剂适用性强、制造简便,近年来发展很快。表1-3-1给出了熔炼焊剂和烧结焊剂的主要优缺点。
表1-3-1 熔炼焊剂与烧结焊剂的特点比较[3]
根据不同的使用要求,还可以把熔炼焊剂和烧结焊剂混合起来使用,称为混合焊剂。
(3)按化学成分分类 按照焊剂的主要成分进行分类,焊剂可分为以下五种类型。
①按SiO2含量分类 高硅焊剂,SiO2>30%;中硅焊剂,SiO2=10%~30%;低硅焊剂,SiO2<10%;无硅焊剂。
②按MnO含量分类 高锰焊剂,MnO>30%;中锰焊剂,MnO=15%~30%;低锰焊剂,MnO=2%~15%;无锰焊剂,MnO<2%。
③按CaF2含量分类 高氟焊剂,CaF2>30%;中氟焊剂,CaF2=10%~30%;低氟焊剂,CaF2<10%。
④按MnO、SiO2、CaF2含量进行组合分类 焊剂431称为高锰高硅低氟焊剂,焊剂350称为中锰中硅中氟焊剂,焊剂250称为低锰中硅中氟焊剂。高锰高硅低氟焊剂属于酸性焊剂,焊接工艺性能良好,适于交直流电源,主要用于焊接低碳钢及对韧性要求不高的低合金钢。中锰中硅中氟焊剂属中性焊剂,焊接工艺性能和焊缝韧性均可,多用于低合金钢焊接结构。无锰低硅高氟焊剂属碱性焊剂,焊接工艺性能较差,仅适用于直流电源。焊剂氧化性小,焊缝韧性高,可焊接不锈钢等高合金钢。
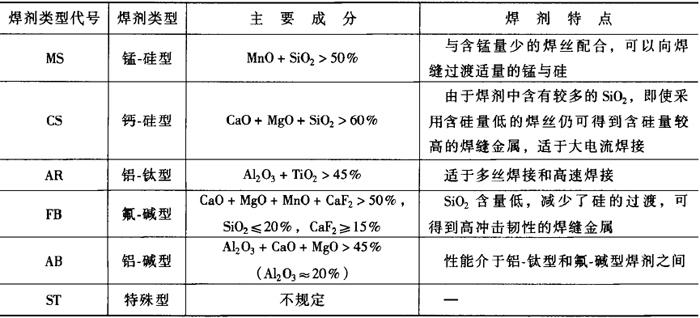
⑤按焊剂的主要成分与特性分类 这种分类方法直观性强,易于分辨焊剂的主要成分与特性。我国的烧结焊剂采用这种分类方法。表1-3-2列出了国际焊接学会推荐的焊剂分类方法及焊剂特点。
表1-3-2 按主要成分与特性对焊剂的分类
(4)按焊剂的化学性质分类:
①氧化性焊剂 焊剂对焊缝金属有较强的氧化作用。有两种类型的氧化性焊剂,一种是含有大量SiO2、MnO的焊剂,另一种是含有FeO较多的焊剂。
②弱氧化性焊剂 焊剂含SiO2、MnO、FeO等活性氧化物较少。焊剂对焊缝金属有较弱的氧化作用,焊缝金属含氧量较低。
③惰性焊剂(或称中性焊剂) 焊剂里基本不含SiO2、MnO、FeO等氧化物,焊剂对焊缝金属基本没有氧化作用;焊剂是由A12O3、CaO、MgO及CaF2等组成。
(5)按熔渣的碱度分类:
碱度是熔渣的最重要的冶金特征之一,对熔渣-金属相界面处冶金反应、焊接工艺性能和焊缝金属的力学性能有很大影响。目前有关焊剂碱度的计算表达式不统一,应用较广泛的是国际焊接学会(IIW)推荐的公式:

式中各组分的含量按质量分数计算。根据计算结果作如下分类:
①酸性焊剂(B<1.0)具有良好的焊接工艺性能,焊缝成形美观,但焊缝金属含氧量高,冲击韧性较低。
②中性焊剂(B=1.0~1.5)熔敷金属的化学成分与焊丝的化学成分相近,焊缝含氧量较低。
③碱性焊剂(B>1.5)采用碱性焊剂得到的熔敷金属含氧量低,焊缝冲击韧性高,抗裂性好,但焊接工艺性能较差。随着碱度的提高,焊道形状变得窄而高,并容易产生咬边、夹渣等缺陷。