焊剂的型号及牌号
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第87页(3570字)
焊剂型号是根据国标的规定进行划分的,焊剂牌号是由生产部门制定的,同一型号焊剂可以包括多种焊剂牌号。
1.焊剂的型号
(1)碳素钢埋弧焊用焊剂的型号 GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》将焊剂与焊丝编排在同一个标准中,可以更全面地理解焊丝、焊剂与熔敷金属力学性能的关系。标准中的型号根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
根据GB/T5293-1999的规定,首字母“F”表示焊剂;第一位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值(表1-3-3);第二位字母表示试件的热处理状态,A表示焊态,P表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收功不大于27J时的最低试验温度(表1-3-4)。“-”后面表示焊丝的牌号。
表1-3-3 熔敷金属拉伸试验结果的规定

表1-3-4 熔敷金属冲击试验结果的规定

焊剂型号的表示方法有以下特点:
①每种型号的焊剂不特别规定其制造方法,可以是熔炼型,也可以是非熔炼型;
②每种型号的焊剂是按照焊剂金属的力学性能划分的,不是根据焊剂的化学成分或制造金属的化学成分来划分的,但是S,P含量有所控制(S≤0.06%,P≤0.08%),这与源明度条的型号划分原则一致。
焊剂型号示例如下

国标GB/T5293-1999颁布时间不长,该标准的前身GB5293-85《碳素钢埋弧焊用焊剂》中焊剂型号是根据埋弧焊焊缝金属的力学性能来划分的。焊缝金属的力学性能与所配用的焊丝有关,所以焊剂型号以与其匹配的焊丝组合表示,其表示方法如下[6,7]:

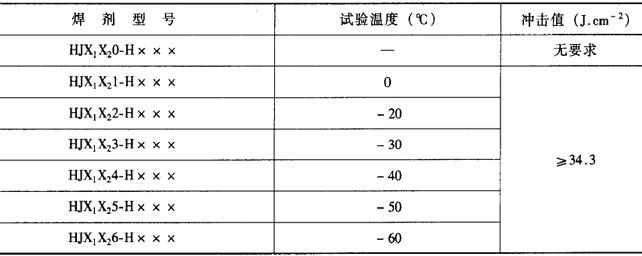
“HJ”表示埋弧焊用焊剂(取自“焊剂”汉语拼音的第一个字母;第一位数字“X1”为3、4或5,表示焊缝金属的拉伸力学性能,其防射强度,屈服强度及伸长率的规定如表1-3-5所示。第二位数字“X2”为0或1,表示拉伸试样和冲击试样的状态,“0”表示焊态,“1”表示焊后热处理态。第三位数字“X3”表示焊缝金属冲击值不小于34.3J/cm2时的最低试验温度(表1-3-6)。尾部“H×××”表示焊接试板所用的焊丝牌号。
表1-3-5 焊缝金属拉伸力学性能代号(X1)及要求

表1-3-6 焊缝金属冲击韧性值分级代号(X3)及要求
举例:HJ403-H08MnA,表示这种埋弧焊用焊剂采用H08MnA焊丝按GB5293-85规定的焊接工艺参数焊接试板,其试样状态为焊态的焊缝金属的抗拉强度为412~538MPa、屈服强度不小于330MPa、拉伸率不小于22%,4-30℃时冲击值不小于34.3J/cm2。
(2)低合金钢埋弧焊用焊剂的型号 根据GB12470-90的规定,我国低合金钢埋弧焊用焊剂型号是根据熔敷金属力学性能和焊剂渣系来划分的,焊剂型号-焊丝的组合表示方法和含义如下:

首字母“F”表示低合金钢埋弧焊用焊剂;第一位数字代号X1分为5、6、…、10六类,表示熔敷金属拉伸性能,每类均规定了抗拉强度、屈服强度及伸长率三项指标(表1-3-7);第二位数字代号X2表示试样状态,用“0、1”表示,“0”表示焊态,“1”表示焊后热处理态;第三位数字代号X3分为0、1、…、6、8、10表示熔敷金属冲击功≥27J时的试验温度(表1-3-8)。第四位数字代号X4分为1、2、…、6表示焊剂渣系(表1-3-9)。尾部“H×××”表示试件焊接时所用的焊丝牌号。
表1-3-7 低合金钢焊剂的力学性能代号(X1)及要求

表1-3-8 熔敷金属V形缺口冲击吸收功分级代号(X3)及要求
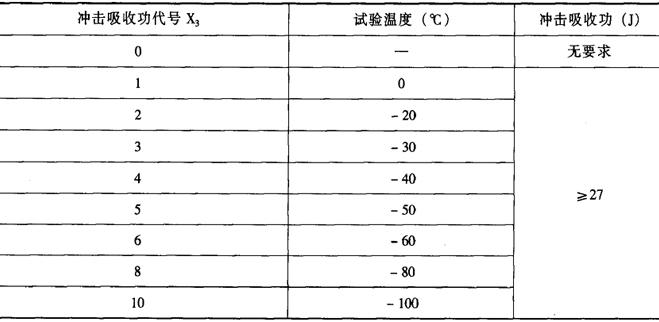
表1-3-9 焊剂渣系分类及组分

举例:F5121-H08MnMoA,表示这种低合金钢埋弧焊用焊剂采用H08MnMoA焊丝,按GB12470-90规定的工艺参数焊接试样,经焊后热处理的熔敷金属抗拉强度为480~650MPa,屈服强度不低于380MPa,伸长率不低于22.0%,在20℃时V形缺口冲击吸收功不小于27J,焊剂渣系为氟碱型。
(3)埋弧焊用不锈钢焊剂的型号 根据GB/T17854-1999的规定,埋弧焊用不锈钢焊丝和焊剂的熔敷金属中铬含量应不大于11%,镍含量应小于38%;焊丝和焊剂的型号分类是根据焊丝-焊剂组合的熔敷金属化学成分、力学性能进行划分。
首字母“F”表示焊剂;“F”后面的数字表示熔敷金属分类代号,有特殊要求的化学成分,该化学成分用元素符号表示,放在数字的后面;“-”后面表示焊丝的牌号。
不锈钢埋弧焊焊丝-焊剂型号举例:

表1-3-10规定了各种埋弧焊用不锈钢焊剂的熔敷金属化学成分和力学性能。
表1-3-10 埋弧焊用不锈钢焊剂的熔敷金属化学成分和力学性能

注:①焊剂型号中的字母L表示碳含量较低。
②F410-H×××的熔敷金属的力学性能试样加工前经840~870℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
③F430-H×××的熔敷金属的力学性能试样加工前经760~785℃加热2h后,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。
2.焊剂的牌号
根据机械工业部《焊接材料产品样本》的划分[7],熔炼焊剂的牌号用“HJ×××”表示,烧结焊剂的牌号用“SJ×××”表示。
(1)熔炼焊剂的牌号 字母“HJ”表示埋弧焊和电渣焊用熔炼焊剂的牌号;其后第一位数字表示焊剂中MnO的含量(表1-3-11);第二位数字表示焊剂中SiO2、CaF2的含量(表1-3-12);第三位数字表示同一类型熔炼焊剂的不同牌号,按0、1、2、…、9顺序排列;对同一牌号熔炼焊剂有两种颗粒度时,在细颗粒焊剂牌号后加“×”区分。
表1-3-11 熔炼焊剂牌号中第一位数字的表示含义

表1-3-12 熔炼焊剂牌号中第二位数字的表示含义

例如:HJ431×表示高锰高硅低氟型埋弧焊及电渣焊用熔炼焊剂,牌号编号为1,焊剂粒度为60~14目。
(2)烧结焊剂的牌号 字母“SJ”表示埋弧焊用烧结焊剂的牌号;其后第一位数字表示焊剂熔渣的渣系类型(表1-3-13);第二位、第三位数字表示同一渣系类型烧结焊剂的不同牌号,按01、02、…、09顺序编排。
表1-3-13 烧结焊剂牌号中第一位数字的表示含义

例如:SJ501表示埋弧焊用烧结焊剂,熔渣渣系为铝钛型,牌号编号为01。