工艺参数的选择
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第133页(3561字)
1.保护气体
熔化极气体保护焊采用的气体以氩气为主。但采用纯氩气时会产生以下问题:
(1)易导致指状熔深。
(2)焊接低碳钢及低合金钢时,液态金属的黏度高、表面张力大,易导致气孔、咬边等缺陷。
(3)焊接低碳钢、低合金钢时,电弧阴极斑点不稳定,易于导致熔深及焊缝成形不均匀。
因此,熔化极氩弧焊一般不使用纯氩气体进行焊接,通常根据所焊接的材料采用适当比例的富氩混合气体。表1-4-9给出了焊接时常用的几种混合气体及其工艺特点及应用范围。
表1-4-9 常用富氩混合气体的特点及应用范围[4][5]


注:①表中的气体混合比为参考数据,焊接时可视具体的工艺要求进行调整。
②焊接低碳钢、低合金钢及不锈钢时,不必采用高纯Ar,可用粗Ar(一般含有2%O2+0.2%N2)与O2或CO2配合即可。
③焊接钛、锆及镍时,应采用高纯Ar。
2.焊丝
(1)焊丝的种类及成分熔化极氩弧焊时一般采用与母材成分相近的焊丝。有时为了改善焊接性、提高接头强度,需要采用与母材成分不同的焊丝。表1-4-10给出了各种铝合金通常选用的焊丝。表1-4-11给出了常用铝合金焊丝的成分。表1-4-12给出了各种不锈钢通常选用的焊丝。
表1-4-10 铝合金焊丝的选用[6]

表1-4-11 常用铝合金焊丝的成分[7]

表1-4-12 常用不锈钢通常选用的焊丝[6]


(2)焊丝直径 焊丝直径根据工件的厚度、施焊位置来选择,薄板焊接及空间位置的焊接通常采用细丝(直径≤1.6mm),平焊位置的中等厚度板及大厚度板焊接通常采用粗丝。表1-4-13给出了直径为0.8~2.0mm的焊丝的适用范围。在平焊位置焊接大厚度板时,最好采用直径为3.2~5.6mm的焊丝,利用该范围内的焊丝时焊接电流可用到500~100A,这种粗丝大电流焊的优点是,熔透能力大、焊道层数少、焊接生产率高、焊接变形小。
表1-4-13 焊丝直径的选择[8]

3.过渡形式
薄板(2mm以下铝材、3mm以下的不锈钢)或全位置焊接通常选用脉冲喷射过渡或短路过渡进行焊接,而厚板通常选用喷射过渡或亚射流过渡(后者仅适用于铝及铝合金)进行焊接。
4.焊接电流
熔化极氩弧焊通常采用直流反接。其优点是,过渡稳定,熔透能力大且阴极雾化效应大。
焊接电流是最重要的焊接工艺参数。实际焊接过程中,应根据工件厚度、焊接方法、焊丝直径、焊接位置来选择焊接电流。利用等速送丝式焊机焊接时,焊接电流是通过送丝速度来调节的。表1-4-14给出了低碳钢熔化极氩弧焊所用的典型焊接电流范围。
表1-4-14 低碳钢熔化极氩弧焊的典型焊接电流范围[8]

5.电弧电压
电弧电压主要影响熔宽,对熔深的影响很小。电弧电压应根据电流的大小、保护气体的成分、被焊材料的种类、熔滴过渡方式等进行选择。表1-4-15列出了不同保护气氛下的电弧电压。
表1-4-15 利用不同保护气体焊接时的电弧电压[1]

注:焊丝直径为1.6mm。
6.焊接速度
焊接速度是重要焊接工艺参数之一。焊接速度要与焊接电流适当配合才能得到良好的焊缝成形。在热输入不变的条件下,焊接速度过大,熔宽、熔深减小,甚至产生咬边、未熔合、未焊透等缺陷。如果焊接速度过慢。不但直接影响了生产率,而且还可能导致烧穿、焊接变形过大等缺陷。
自动熔化极氩弧焊的焊接速度一般为25~150m/h;半自动熔化极氩弧焊的焊接速度一般为5~60m/h。
7.焊丝干伸长度
焊丝的干伸长度影响焊丝的预热,因此对焊接过程及焊缝质量具有显着影响。其他条件不变而干伸长度过长时,等熔化曲线左移,焊接电流减小,易导致未焊透、未熔合等缺陷;干伸长度过短时,易导致喷嘴堵塞及烧损。
干伸长度一般根据焊接电流的大小、焊丝直径及焊丝电阻率来选择,表1-4-16给出了几种焊丝的推荐值。
表1-4-16 焊丝干伸长度的推荐值[8]

8.气体流量
保护气体的流量一般根据电流的大小、喷嘴孔径及接头形式来选择。对于一定直径的喷嘴,有一最佳的流量范围,流量过大,易产生紊流;流量过小,气流的挺度差,保护效
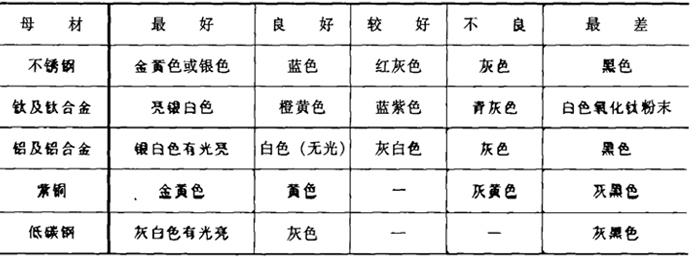
果均不好。气体流量最佳范围通常需要利用实验来确定,保护效果可通过焊缝表面的颜色来判断,如表1-4-17所示。
表1-4-17 保护效果与焊缝表面颜色间的关系[5]
某些情况下,例如利用大电流、粗焊丝焊接铝及铝合金时,需要采用双层保护气流,图1-4-3为双层保护气流喷嘴示意图。两层保护气流可采用不同成分的保护气体,内外层气体的流量最好控制在1∶1至1∶2。

图1-4-3 双层保护气流喷嘴示意图[1]
9.喷嘴至工件的距离
喷嘴高度应根据电流的大小选择,如表1-4-18所示。该距离过大时,保护效果变差;过小时,飞溅颗粒易堵塞喷嘴、且阻挡焊工的视线。
表1-4-18 喷嘴高度推荐值[2]

10.焊丝位置
焊丝与工件间的夹角角度影响焊接热输入,从而影响熔深及熔宽。焊丝与工件的夹角有如下几个:
(I)行走角 在焊丝轴线与焊缝轴线所确定的平面内,焊丝轴线与焊缝轴线之垂线之间的夹角叫行走角。
(2)工作角 焊丝轴线与工件法线之间的夹角叫工作角。
根据焊枪的移动方向,熔化极气体保护焊可分为左焊法和右焊法两种。焊枪从右向左移动,电弧指向待焊部分的操作方法称为左焊法。焊枪从左向右移动,电弧指向已焊部分的操作方法称为右焊法。如图1-4-4所示。左焊法时熔深较浅、熔宽较大、余高较小,焊缝成形好,而右焊法时焊缝深而窄、焊缝成形不良。因此一般情况下采用左焊法。用左焊法进行平焊位置的焊接时,行走角一般保持在5°~20°。

图1-4-4 焊丝相对于工件的角度和位置对焊缝成形的影响[8]
(a)与(b)左焊法 (c)右焊法