药芯焊丝气体保护焊工艺参数的选择
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第182页(517字)
1.焊丝直径
药芯焊丝的焊丝直径通常有1.2、1.4、1.6、2.0、2.4、2.8、3.2等几种。焊丝直径根据板厚来选择,焊丝直径应随着板厚的增大而适当增大。
2.焊接电流及电弧电压
与普通熔化极气体保护焊相比,可采用较大的焊接电流。图1-5-6给出了不同直径焊丝所用的电流范围。
电弧电压要与焊接电流适当配合。由于药芯中含有稳弧剂,因此与普通CO2焊相比,同样焊接电流下,电弧电压可适当减小。采用纯CO2做保护气体时,要求的电弧电压为25~35V,焊接电流为200~700A。
表1-5-29给出了药芯焊丝气体保护焊的典型工艺参数。
表1-5-29 Φ3.2药芯焊丝半自动二氧化碳焊的焊接工艺参数[10]
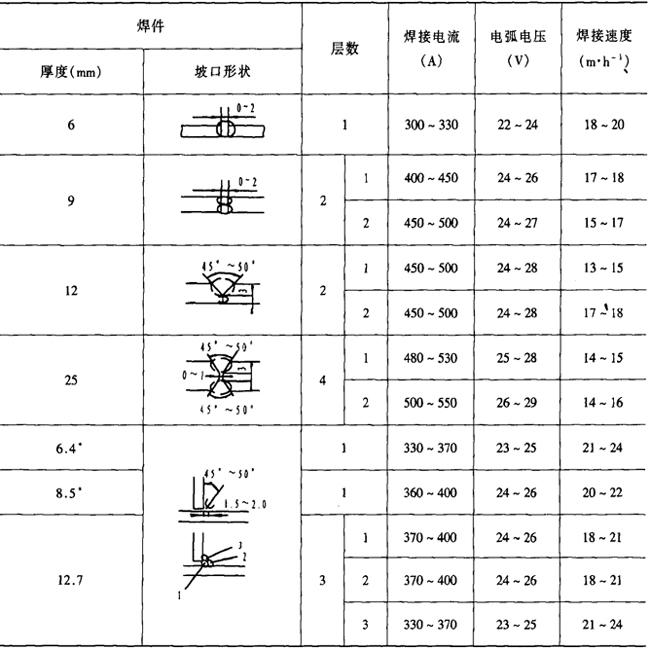
注:*横角焊缝,数字表示焊脚尺寸。
上一篇:药芯焊丝气体保护焊的工艺特点
下一篇:实用焊接技术手册目录