二氧化碳电弧点焊工艺
书籍:实用焊接技术手册
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第183页(443字)
1.接头形式
二氧化碳电弧点焊的接头形式如图1-5-7所示。
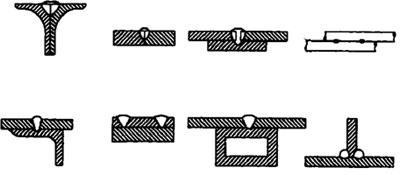
图1-5-7 二氧化碳电弧点焊的接头形式[1]
2.焊接工艺参数
二氧化碳电弧点焊的焊接工艺参数主要有:焊丝直径、焊接电流、电弧电压及点焊时间。焊接电流及电弧电压的选择与一般二氧化碳焊大体相同,一般应根据板厚、接头形式及焊接位置进行选择,板厚越大,选择的焊丝直径、电流及点焊时间也应越大。进行仰面位置的点焊时应尽量采用大电流、低电压、短时间及大的气体流量,以防止熔池金属坠落。进行垂直位置的点焊时,焊接时间要比仰焊时更短。表1-5-30给出了典型二氧化碳电弧点焊工艺参数。
表1-5-30 低碳钢二氧化碳电弧点焊工艺参数[10]

上一篇:二氧化碳电弧点焊设备
下一篇:实用焊接技术手册目录