钨极气体保护焊设备的特点及技术参数
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第196页(4171字)
1.直流手工TIG焊机
(1)直流手工TIG焊机特点 直流TIG焊机采用直流电源。焊接时有两种接法:直流反接及直流正接。采用直流正接时,工件接正极,钨棒接负极,由于钨极(通常为铈钨极或钍钨极)的电子逸出功较小,电子发射能力强,而且耐高温,因此,较小直径的钨棒就可承载较大的电流。与直流反接相比,在同样的焊接电流下,直流正接可采用较小直径的钨棒,这样就使电流密度增大,从而提高了电弧稳定性,并在工件上形成窄而深的熔池。实际生产中这种接法广泛用于除铝、镁及其合金以外的其他金属的焊接。
采用反极性接法时,工件接负极,电子从工件的熔池表面发射,经过电弧加速撞向电极,使钨极易因过热而烧损,因此,钨极的载流能力较小,电弧也不够稳定。但直流反接时,电弧具有“阴极清理作用”,能去除工件表面的氧化膜。实际生产中,这种接法仅用于焊接铝、镁及其合金的薄板。
(2)典型国产TIG焊机的技术参数 目前较常用的国产直流手工TIG焊机一般配用晶闸管整流电源、独立的控制箱、焊炬等,其技术参数如表1-6-14所示。近年来,还开发了新型IGBT逆变式TIG焊机,这种焊机的特点是体积小、重量轻,且电源与控制箱一体化,其典型产品的技术参数如表1-6-15所示。
表1-6-14 国产直流手工TIG焊机的技术参数[5]

表1-6-15 国产IGBT逆变式直流手工TIG焊机的技术参数[5]

2.交流TIG焊机
(1)交流TIG焊机的特点 交流TIG焊机采用具有陡降特性的交流电源。交流TIG焊机分为正弦波交流及方波交流两种。利用交流TIG焊机焊接时,焊接电弧的极性发生周期性变化,因此,工艺上兼有直流正接及直流反接的特点。交流TIG焊机广泛用于铝、镁及其合金的焊接,在交流负半波(工件为负极)时,氩弧对工件产生阴极雾化作用;在交流正半波时,电弧的热量主要集中于工件上,不但使钨极得以冷却,还使焊缝得到足够的熔深。但交流TIG焊存在电弧不稳及直流分量等问题,因此在焊接设备上应采取专门的措施予以解决。
①直流分量的消除 由于钨极与工件的电、热物理性能以及几何尺寸相差很大,使交流TIG焊正负半波的电导率、电弧电压、再引燃电压存在很大的差别。因此,正负半波电流不对称,从而导致直流分量。直流分量既影响焊缝成形,又恶化设备的工作条件,因此设备中通常配置消除直流分量的装置。
正弦波交流TTIG焊机通常通过在焊接主回路串接大容量无极性电容器的方法来消除直流分量,该方法既可完全消除直流分量,又不额外损耗能量。
方波交流TIG焊机可通过调节正负半波的极性比(D=tSP/(tSP+tRP))来消除直流分量,如图1-6-4所示,当iSPtSP=iRPtRP时,直流分量为零。

图1-6-4 通过调节极性比来消除方波交流TIG焊的直流分量[5]
②稳弧装置 利用交流TIG焊机焊接时,极性的交替变化使电弧周期性地熄灭和引燃,而电弧的重新引燃要求外加电压大于再引燃电压。正弦波交流电弧的电流、电压过零时速度较慢,电源电压达到再引燃电压所需要的时间较长,因此存在较长的熄弧时间,电弧不稳定;特别是从正半波向负半波转变时,由于母材发射电子的能力很弱,电弧的重新引燃特别困难,所以正弦波交流TIG焊机必须采取稳弧措施。通常通过在焊接回路中串接一高压脉冲发生器或高频振荡器来实现稳弧。稳弧脉冲一般施加在电流极性发生变化的瞬间。
方波交流电弧的电压及电流过零时,电流及电压的变化在瞬间内完成(图1-6-4),因此在较低的电压下(20~40V)就可使电弧再引燃,基本上无熄弧时间,电弧稳定性很好。所以,方波交流TIG焊机无需任何稳弧措施。方波交流TIG焊机特别适于铝合金、镁合金、铝基复合材料以及热敏感性强的材料的焊接。
(2)国产TIG焊机的技术参数 交流TIG焊机有正弦波及方波两类。表1-6-16给出了几种国产正弦波交流焊机的技术参数。表1-6-17给出了几种国产方波交流焊机的技术参数。
表1-6-16 国产常用交流(正弦波)手工TIG焊机的技术参数[5]

表1-6-17 国产常用交流(方波)手工TIG焊机的技术参数[5]

除了直流TIG焊机及交流TIG焊机以外,国内外均生产了大量的交直流两用设备,以提高设备的利用率。表1-6-18给出了国产常用交直流两用手工TIG焊机的技术参数。
表1-6-18 国产常用交直流两用手工TIG焊机的技术参数[5]

3.自动TIG焊机
(1)自动TIG焊的特点 与手工TIG焊相比,自动TIG焊机具有下列特点:
①送丝和电弧的移动均通过机械方式自动进行,焊接过程稳定,劳动条件好,对工人的技术要求较低。
②焊接设备较复杂,设备价格较高。
③自动焊只能焊一些形状简单的焊缝或接头,如直缝、环缝、管子对接接头、管子相贯线、管板接头等。自动TIG焊机按用途分类,可分为通用自动焊机及专用自动焊机两大类。
(2)通用自动TIG焊机 通用自动TIG焊机有悬臂式、焊车式、机床式等几种。
①悬臂式自动TIG焊机 悬臂式自动TIG焊机由悬挂式机头、焊丝盘、立柱、横梁、控制箱、电源以及气路、水路等组成,焊丝盘与机头均悬挂在横梁上。
②机床式及焊车式自动TIG焊机 焊车式自动TIG焊机由焊接小车、控制盘、电源以及气路、水路等组成,焊接机头、焊丝盘、控制盘等均安装在小车上,随小车一起行走;而机床式由机床式机架、控制箱、电源以及气路、水路等组成,机头、行走机构及焊丝盘均安装在固定的机床上。
表1-6-19列出了通用自动TIG焊机的技术参数。
表1-6-19 自动TIG焊机的技术参数[5]

(3)专用自动TIG焊机 专用自动TIG焊机的类型较多,常见的有:管子对接焊机、管板焊机、薄板焊机等。
①管子对接TIG焊机及管板对接TIG焊机 在锅炉、化工、电力、原子能等工业部门的管线及换热器的生产及安装过程中,经常会遇到固定管子的对接以及管板对接问题,TIG焊是解决这些问题的最佳方法。目前,国内外已生产了多种形式的专用管子对接、管板对接自动TIG焊机。
管子对接TIG焊机由管子对接机头、控制箱或控制盒、弧焊电源等组成,可对处于固定状态的、任意长度的管子进行焊接。焊接过程中机头绕管子轴线旋转,在计算机程序控制下进行分段焊接。可从管子侧面安装、拆下机头。安装时要求焊缝两侧的管子平直部分应具有一定长度,管子离开墙面一定距离。机头有敞开式及封闭式两种。利用前者焊接时,电弧是明弧;利用后者焊接时,电弧被机头遮闭住。封闭式机头通常需要水冷。管板对接TIG焊机由管板焊接机头、控制箱及电源组成。
表1-6-20列出了国产管子对接TIG焊机的技术参数。
表1-6-20 国产管子对接、管板对接机自动TIG焊机的技术参数[5]


②薄板TIG焊机 薄板焊接最大的难点在于,焊接过程中薄板变形较大,容易烧穿。因此必须选用控制精度高的电源及焊接工装。采用的电源一般为脉冲TIG电源,以利于控制热输入。焊接工装需要有很高的制造精度,通常采用气动琴键式压板结构,配用可调的衬垫,以保证在整个焊缝方向上均匀压紧工件及良好的散热。
常见的薄板焊机有两种,一种为纵缝焊机,另一种为环缝焊机。
目前,薄板焊机的供货方式有两种,一种为整套供货;另一种为以焊接工装(焊接机床)为主,用户根据需要自行选择电源及附件。
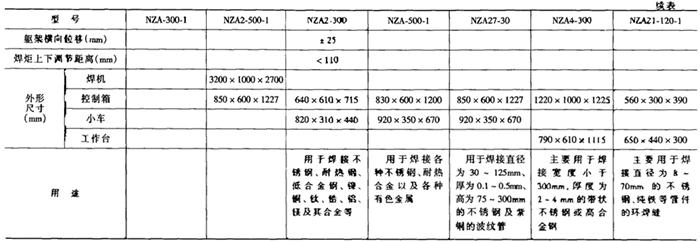
表1-6-21列出了几种国产薄板对接纵缝自动TIG焊机的技术参数。
表1-6-21 国产薄板对接纵缝自动TIG焊机的技术参数

表1-6-22列出了几种国产薄板环缝自动TIG焊机的技术参数。
表1-6-22 国产薄板环缝TIG焊机的技术参数[5]

