焊接方法和焊接材料
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第481页(2850字)
1.高强度结构钢
低碳调质钢焊接所面临要解决的问题一是防止裂纹;二是在保证满足高强度要求的同时,提高焊缝金属及焊接热影响区的冲击韧性。为了消除裂纹和最大限度地提高焊接效率,一般采用熔化极气体保护焊(MIG)或活性气体保护焊(MAG)等自动化或半自动机械化焊接方法。
低碳调质钢常用的焊接方法有手工电弧焊、CO2气体保护焊和混合气体保护焊等。对于屈服强度σs小于680MPa的钢种,手弧焊(SMAW)、埋弧焊(SAW)、MIG和TIG等都可采用;对于屈服强度σs≥680MPa的低碳调质钢,熔化极气体保护焊(如CO2焊或Ar+CO2混合气体保护焊)是较合适的焊接方法。当钢板厚度不大,接头拘束度较小时,可以采用不预热焊接工艺。如板厚小于10mm的HQ60、HQ70钢,采用低氢型焊条手工电弧焊、CO2气体保护焊或Ar+CO2混合气体保护焊,可以进行不预热焊接。
低碳调质高强度结构钢焊后一般不再进行热处理,在选择焊接材料时要求焊缝金属具有接近于母材的力学性能。在特殊情况下,对焊缝金属强度要求可低于母材,或刚度很大的焊接结构,为了减少焊接冷裂纹倾向,可选择比母材强度低一些的焊接材料(即所谓“低强匹配”)。低碳调质高强度结构钢焊接材料的选用见表2-3-27。
表2-3-27 低碳调质钢焊接材料的选用


HQ60钢手弧焊用焊条E6015H属于超低氢型焊条,熔敷金属中的扩散氢含量小于1.5mL/100g(甘油法测定),主要特点是低温韧性好;气体保护焊用焊丝GHS-60N属混合气体保护焊用焊丝。HQ70钢手弧焊用的焊条E7015G属于低氢型焊条;气体保护焊用焊丝的牌号为GHS-70,该焊丝配用Ar+20%CO2气体保护,属混合气体保护焊(MAG)用焊丝。HQ60钢、HQ70钢用焊条和焊丝的化学成分以及熔敷金属力学性能见表2-3-28。
表2-3-28 HQ60、HQ70钢用焊材熔敷金属的化学成分和力学性能[8]

注:焊条直径4mm,焊丝直径1.6mm,混合气体为80%Ar+20%CO2。
HQ80C钢手弧焊采用专用配套焊条,气体保护焊用专用焊丝牌号为GHQ-80,该焊丝属混合气体保护焊用焊丝,配用Ar+20%CO2气体保护。HQ80C钢专用焊条和GHQ-80焊丝熔敷金属的化学成分和力学性能见表2-3-29。
表2-3-29 HQ80C专用焊条和焊丝熔敷金属的化学成分和力学性能[8]

2.高强度耐磨钢
低碳调质高强度耐磨钢焊接材料的选用见表2-3-30。
表2-3-30 低碳调质高强度耐磨钢焊接材料的选用

HQ100钢配套焊条J956和气体保护焊焊丝的化学成分及熔敷金属力学性能见表2-3-31。一般采用熔化极气体保护焊(MAG),MAG焊接的保护气体可以是CO2,也可以是Ar+(5~20)%CO2。
表2-3-31 HQ100钢配套焊材的化学成分及熔敷金属的力学性能[12]

注:括号中的数据是试验平均值。
3.高强度高韧性钢
调质状态下的钢材,只要焊接热影响区加热温度超过了母材的回火温度,热影响区性能就会发生变化。由于低碳调质钢焊后一般不再进行热处理,在选择焊材时,要求焊缝金属在焊态下就具有接近于母材的力学性能。在特殊情况下,如结构的刚度很大,焊接冷裂纹很难避免时,可选择比母材强度稍低的焊材作为填充金属。部分低合金调质高强度高韧性钢焊接材料的选用见表2-3-32。
表2-3-32 部分低合金调质高强度高韧性钢焊接材料的选用

这类钢的强度级别较高,除了焊接热影响区冷裂纹外,焊缝金属的裂纹问题也变得突出。必须对焊接材料中的氢含量提出严格的要求,一定要采用超低氢型焊条,焊缝金属中的扩散氢含量在采用水银法或气相色谱法测定时应不超过5mI/100g。
12Ni3CrMoV钢可以采用手工电弧焊、气体保护焊和埋弧焊等方法进行焊接。手工电弧焊采用65C-1专用焊条,埋弧焊采用H10MnSiMoTiA(或H08MnNi2CrMoA)焊丝+HJ350。气体保护焊采用H08Mn2Ni2CrMoA焊丝,采用Ar+CO2混合气体保护。
12Ni3CrMoV钢由于碳当量较低,可焊性好,焊接预热温度应控制在60~100℃,埋弧焊时焊接线能量控制在30~35kJ/cm,焊接区可获得较好的缺口韧性。手工电弧焊时焊条烘干温度应稍高些,一般为(400~450℃)×2h。烘干后的焊条应放在120℃以上的保温箱中保存,随用随取,以防焊条吸潮。
10Ni5CrMoV钢用于重要的焊接结构,包括低温和承受动载荷的结构,对焊接热影响区缺口韧性要求较高。不宜采用大线能量的埋弧焊,应尽可能采用热量较集中的气体保护焊或手弧焊进行焊接。10Ni5CrMoV钢母材中Ni含量较高,配套焊材也应选择Ni含量较高的焊条或焊丝。气体保护焊可选用H08Mn2Ni3SiCrMoA焊丝,采用Ar+CO2混合气体保护;手工电弧焊采用屈服强度大于785MPa的高强度高韧性钢专用焊条(J840焊条),焊条直径4mm。这种焊条具有高强度和良好的塑韧性,包括较高的低温韧性。J840专用焊条的化学成分和焊缝力学性能指标见表2-3-33。
表2-3-33 J840专用焊条的化学成分和力学性能指标
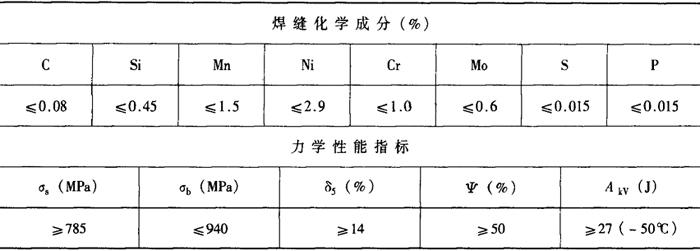
J840碱性专用焊条具有良好的抗裂性能,在采用适当的预热及保持适当层间温度的条件下,焊接800MPa级高强度钢不会产生裂纹。焊条的焊接工艺性能良好,能够满足现场施工要求。