两根螺杆的啮合
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第77页(923字)
在任何相互啮合的双螺杆挤出机中塑料的运动是这样的结果,即在一根螺杆根部与另一根螺杆顶部的交界处和料筒壁之间形成了料腔。这种料腔向料筒末端延伸,在此处,排出的塑料是挤出机的产量。图3-9表示了螺杆槽的结构,用类似于单螺杆挤出机的方式对螺槽展开分析。
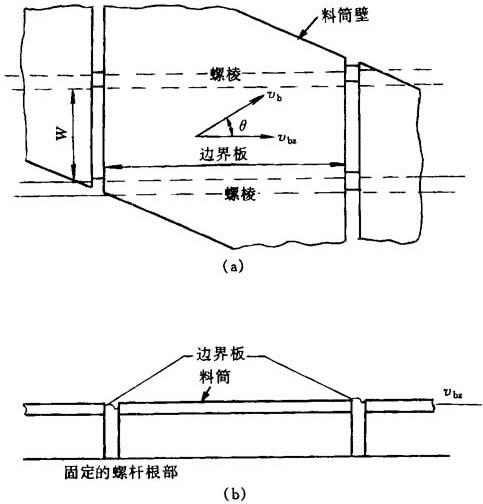
图3-9 双螺杆挤出机限制模式示意图
(a)螺杆俯视图 (b)螺杆正视图
双螺杆挤出机设计的实际生产效率是拖曳流动的一种结果,并不发生明显效应的压力流,然而,这种压力流效还是要影响双螺杆挤出机的生产产率和机头压力。
图3-10表示双螺杆挤出机拖曳流和压力流速度分布曲线。成型料腔中流动的量是受到限制的。
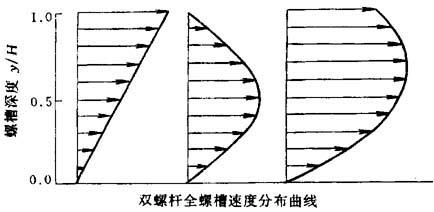
图3-10 双螺杆挤出机拖曳速度、压力速度和净速度曲线
与单螺杆挤出机不同,剪切塑料不影响挤出量,塑料的最大剪切由原来的料筒壁处转移到螺杆根部。
如图3-11所示,当螺棱表面与螺杆根部啮合时,塑料固体被旋转的摩擦程度超过单螺杆挤出机的许多倍。如图3-11所示,反向旋转的双螺杆挤出机这种效应更明显。此处,压缩效应类似于双辊筒所产生的碾磨效应。
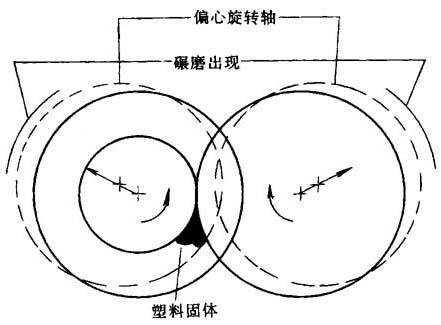
图3-11 反向旋转双螺杆挤出机棱面塑料固体碾磨
双螺杆挤出机重要特性之一是混合机理确保所有塑料有相同的剪切历史。
锥型相互啮合同向旋转的双螺杆挤出机有深啮合的TE型机和浅啮合型的TEM型机。TE型机螺杆的啮合深度约为螺杆外径的20%;TEM型机螺杆的啮合深度约为螺杆外径的10%。
在选择挤出机时,螺杆方面的主要参数有:旋转方向(即同向还是异向)、螺杆的公称直径、双螺杆中心距、螺杆长径比、螺杆最高转速等参数。
上一篇:螺杆
下一篇:塑料挤出制品生产工艺手册目录